Industry Context
Why the Food & Condiment Sector Demands More From Plastic Packaging
Stand in the olive oil aisle of any upmarket supermarket and notice how every premium brand has invested heavily in the container. They are not just selling oil — they are selling provenance, craft, and confidence in quality. The bottle must be clear enough to showcase the product’s colour and viscosity. It must be shaped distinctively enough to be recognisable from across the aisle. And it must be produced to a standard of purity that the brand can certify when a retail buyer asks about food-contact compliance.
Across the broader food and condiment sector — edible oils, sauces, vinegars, honey, dressings, syrups, and specialty condiments — this dynamic is accelerating. Premiumisation is driving brands out of commodity packaging and into glass-alternative containers that combine visual quality with practical advantages: lighter weight for logistics, shatter resistance for safety, and the design freedom that allows unique bottle forms that reinforce brand identity on shelf.
The manufacturing technology that makes all of this possible at the optical quality and food-contact compliance standard that premium food brands demand is the ISBM Machine — One-Step Injection Stretch Blow Molding. It is the process that produces PET, PETG, and PP food containers with the clarity, barrier performance, and dimensional precision that glass once monopolised, at a cost and weight that glass cannot match.

Fig. 1 — Food and condiment bottle samples produced on our One-Step ISBM Machine platform: from narrow-neck edible oil flacons and wide-mouth honey bears to precision-necked sauce dispensers and artisan vinegar bottles — each demonstrating the clarity, food-grade purity, and design versatility that differentiates premium food brands at retail.
Application Scenes
Core Application Scenes: From Edible Oil to Honey Bears
Food and condiment packaging spans one of the widest volume and format ranges of any sector — from 15 ml portion-control sauce sachets to 2-litre cooking oil bottles. What all these applications share is a common set of requirements: absolute food-contact safety, barrier performance that protects product freshness, and enough optical clarity that the product’s colour and consistency can be seen and evaluated by the consumer before purchase. The Injection Stretch Blow Molding Machine delivers all three — across the full volume and format range — on a single production platform.

Fig. 2 — A fully automatic One-Step ISBM Machine in production: the 4-station rotary platform processes food-grade PET, PETG, and PP from raw resin to finished food container in a single continuous cycle — delivering the food-contact purity, barrier performance, and optical clarity that premium food and condiment brands demand.
Materials Engineering
Material Selection Guide for Food & Condiment Containers
Material selection for food and condiment containers is governed by three converging requirements: regulatory food-contact compliance, chemical compatibility with the specific product chemistry, and the physical performance properties needed for the intended use and packaging format. Our ISBM Machine platform supports the full range of food-grade resins used in premium condiment and specialty food packaging.
| Resin | Food Safety Certifications | Key Food Packaging Properties | Primary Food Applications |
|---|---|---|---|
| حيوان أليف | ✔ FDA, EU 10/2011 GRAS food contact approval |
Excellent oil barrier, high clarity, good chemical resistance, lowest cost, wide availability, biaxially oriented barrier enhanced | Edible oils, vinegar, soy sauce, dressings, water, juice, cooking wine |
| PETG | ✔ FDA, EU 10/2011 Food contact compliant |
Superior optical clarity vs. PET, excellent chemical resistance to alcohols and acids, inherently amorphous, no cold crystallisation haze | Premium olive oil, artisan sauces, specialty condiments, wide-mouth preserve jars, gift food packaging |
| PP | ✔ FDA, EU 10/2011 Microwave-safe grades available |
Heat-resistant, microwave-compatible grades, excellent chemical resistance, flexible squeeze, lowest migration risk, lightest weight | Ketchup, mayo, hot sauces, squeeze condiments, honey, cooking oils, microwave-safe containers |
| تريتان | ✔ FDA, EU 10/2011 BPA/BPS/BPF free |
Glass-like refractive clarity, dishwasher-safe, no odour/taste transfer, excellent chemical resistance, premium tactile quality | Premium food jars, reusable condiment containers, artisan honey, gift food sets, clean-label specialty foods |
| PCTG | ✔ FDA, EU 10/2011 Food contact compliant |
High impact, glass-like clarity, excellent acid resistance, premium weight feel, superior scratch resistance vs. PETG | Premium condiment bottles, specialty vinegars, artisan sauce flacons, high-end gift food packaging |
Barrier Performance Note: The biaxial molecular orientation produced by the ISBM stretch-blow process significantly enhances the barrier properties of PET and PETG containers compared to non-oriented alternatives. In standardised testing, biaxially oriented PET bottles show oxygen transmission rates 30–50% lower than injection-moulded non-oriented PET containers of equivalent wall thickness. For oxygen-sensitive products such as premium olive oil, fruit preserves, and flavoured vinegars, this barrier enhancement directly translates to extended colour stability, flavour preservation, and shelf life — measurable commercial advantages that can be used in retailer negotiations.
Technical Advantages
The Technical Advantages That Protect Product Quality
For food and condiment producers, the packaging is not just a marketing vessel — it is the primary protection system for a product whose quality, safety, and commercial value depend entirely on what happens between filling and consumption. The following technical properties of the ISBM process directly protect that product quality at every stage of the supply chain.

Fig. 3 — Blow molding machine and precision ISBM mold tooling: the injection station interface that delivers food-grade neck dimensions to ±0.05 mm, the foundation of consistent closure fitment and the leak-proof sealing that food and condiment packaging requires from first use to last drop.
Enhanced Oxygen & Moisture Barrier
Biaxial molecular orientation in the ISBM bottle wall reduces oxygen and moisture permeability by 30–50% compared to non-oriented containers. For oxidation-sensitive products — premium olive oil, fruit preserves, aged vinegars, and flavoured sauces — this barrier enhancement is a direct commercial differentiator through measurably extended shelf life and maintained flavour profile.
Crystal-Clear Product Visibility
Light transmittance ≥92% and haze below 2% — achieved through precision conditioning and biaxial orientation — delivers the optical depth that makes product colour vivid and visible through the bottle wall. The deep gold of premium olive oil, the vibrant amber of artisan honey, the distinctive red of premium hot sauce — all communicate product quality immediately at the point of purchase.
Precise Neck Geometry for Leak-Free Sealing
The injection-moulded neck is dimensionally set at Station 1 and never deformed by subsequent handling. ±0.05 mm thread accuracy delivers the sealing face geometry that maintains tamper-evident seal integrity, prevents flavour loss through micro-leaks during transit and storage, and ensures induction foil seal adhesion across the full product run.
Zero Contamination — Closed Production Process
The ISBM sealed process eliminates ambient dust, particulate, and moisture exposure throughout production. No mould release agents are required — removing the primary chemical residue source from food-contact surfaces. The finished container interior has never been in contact with any material other than the mould steel and the resin itself — the cleanest possible food-contact surface condition at the point of filling.
Consistent Volume Accuracy
Uniform wall thickness of ±0.05 mm and consistent body diameter control produce containers with predictable internal volume across the full production batch. For food producers filling by volume to legal weights and measures regulations, this dimensional consistency directly reduces fill overage — a significant cost saving at production volumes of millions of units per year.
Design Freedom for Brand Differentiation
The ISBM process supports complex body geometries — tapered profiles, panel-sided designs, asymmetric shapes, fine-detail embossing, and custom shoulder forms — that glass and extrusion blow moulding cannot achieve at equivalent quality. For food brands whose packaging form is a core brand equity asset, this design freedom is a production competitive advantage, not just an aesthetic choice.
Process Comparison
One-Step vs. Two-Step for Food Packaging: Why Process Architecture Matters
Food producers evaluating blow molding equipment are often presented with both one-step ISBM and two-step RSBM as viable options at similar price points. For premium food and condiment applications — where product visibility, barrier performance, and food-contact purity are competitive differentiators — the process difference is a quality difference that shows up in every bottle, every batch, and every retail shelf it occupies.
| Parameter | One-Step ISBM Machine ✦ | Two-Step RSBM |
|---|---|---|
| Food-contact surface purity | ✔ Closed process — no ambient exposure, no mould release agents, zero plastic particles from handling | ✘ Open preform storage — ambient particulate, potential mould release residue, plastic micro-particle generation in hoppers |
| Optical clarity (PETG) | ✔ Haze <2%, transmittance ≥92% — product colour visible and vivid through bottle wall | ✘ Haze 3–8% typical — NIR reheat causes surface cold crystallisation; product colour appears dull and muted |
| Oxygen barrier performance | ✔ Uniform biaxial orientation — 30–50% lower oxygen transmission vs. non-oriented containers | ✘ Non-uniform orientation from NIR temperature gradient — inconsistent barrier performance across bottle body |
| Neck sealing precision | ✔ ±0.05 mm — injection-moulded and never deformed. Consistent tamper-evident and induction seal performance | ✘ ±0.10–0.20 mm — handling and reheat can deform neck geometry before blowing, causing seal inconsistency |
| Design complexity | ✔ Full design freedom — complex geometries, asymmetric forms, fine embossing achievable | ± Limited by NIR reheat uniformity on complex forms — asymmetric bottles often show wall thickness non-uniformity |
| Energy consumption | ✔ Up to 40% lower — residual injection heat utilised, no secondary NIR heater banks | ✘ Higher energy cost — continuous NIR lamp arrays reheat every preform from ambient temperature |
“The difference between one-step and two-step for premium food containers is not marginal — it is the difference between a bottle that makes your product look its best and one that makes it look like it is competing on price. For artisan and premium food brands, that optical difference is the entire retail proposition.”
— Food Packaging Development Manager, Premium Condiment Brand
Procurement Guide
Procurement Guide: Specifying an ISBM Machine for Food Production
For food manufacturers and contract packaging companies evaluating an ISBM Machine for food and condiment applications, the following criteria define the difference between a machine that performs acceptably and one that becomes a genuine competitive advantage for your production capability and your clients’ products.
Verify food-contact certification documentation for your specific resin grades
Food-contact compliance is not a blanket property of a resin family — it is specific to the resin grade, colouring agents, additives, and processing conditions used. Request FDA 21 CFR and EU Regulation 10/2011 compliance documentation for the specific resin grades you intend to process. A supplier who cannot provide resin-specific food contact documentation has not validated their process for food applications.
Request barrier performance test data — OTR and WVTR measurements
For oxygen-sensitive food products, barrier performance is not an assumption — it must be measured. Request Oxygen Transmission Rate (OTR) and Water Vapour Transmission Rate (WVTR) test data from bottles produced on the specific machine platform you are evaluating, using your target resin at your target wall thickness. This data directly informs shelf life modelling for your product.
Confirm mould design capability for your specific bottle form
If your product requires a distinctive bottle form — a custom shoulder profile, embossed body panels, an asymmetric neck-to-shoulder transition — confirm the machine supplier’s mould design team has executed similar geometries successfully. Request sample bottles from comparable applications. Form complexity that looks straightforward in CAD can reveal process limitations at production scale that only experience can anticipate.
Assess changeover time against your SKU variety and run length profile
Food producers with diverse SKU portfolios — multiple sauce varieties, oil types, condiment formats — need to evaluate mould changeover efficiency as a core economic parameter. Fully servo-controlled ISBM machines with digital parameter recall reduce changeover times to 90–120 minutes vs. 4–6 hours on older hydraulic platforms. For a production schedule with 20+ changeovers annually, this difference is 50–100 hours of recovered production time per year.
Evaluate local support infrastructure and spare parts availability
A food production line supplying retail distribution cannot absorb multi-week downtime. When you invest in an ISBM Machine for food packaging, confirm the supplier maintains local critical parts inventory, provides factory-certified installation and commissioning engineers, and offers training that covers both machine operation and process parameter management for your specific food-grade resins.
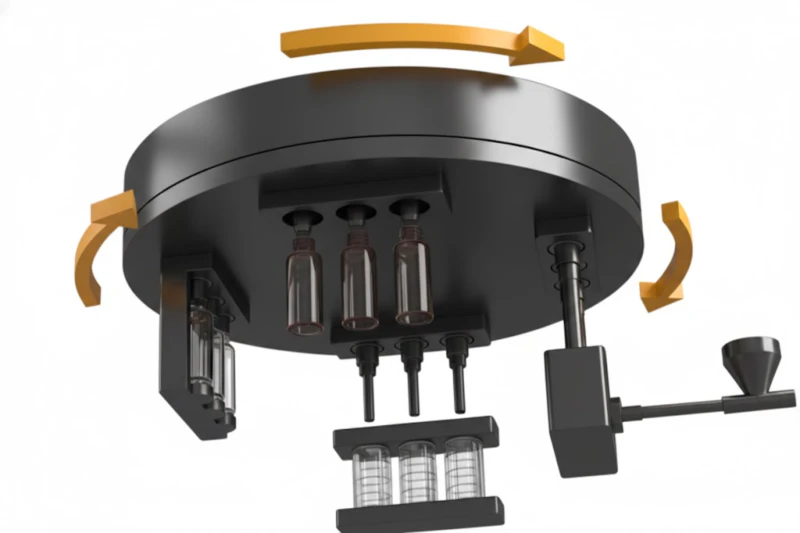
Fig. 4 — ISBM equipment 4-station cycle: injection moulding, temperature conditioning, stretch blow moulding, and robot-arm ejection — the fully integrated, food-contact-safe production process that delivers crystal-clear food containers from raw resin to finished bottle in a single automated cycle.
Food and condiment brands invest in distinctive packaging because they understand that the container is the first thing a consumer evaluates and the last thing they discard. A bottle that shows off the product’s colour, seals reliably, opens cleanly, and feels premium in the hand earns brand loyalty before the product is even tasted. The production technology that delivers those properties consistently — at scale, with food-contact certification, and with the energy efficiency that makes premium food packaging commercially viable — is the Injection Stretch Blow Molding Machine. For food producers ready to compete on packaging quality as well as product quality, this is where that capability begins.
Food & Condiment Packaging · 20+ Years Industry Experience
Specializing in ISBM machine applications for food-contact, beverage, and specialty condiment packaging. Experience spans edible oil container development, food-grade barrier qualification, and retail packaging design for premium food brands across PET, PETG, PP, and Tritan resin systems. Published in association with injectionstretchblowmolding.com — a leading One-Step Injection Stretch Blow Molding Machine manufacturer backed by 20+ years of manufacturing excellence (est. 2003), trusted by Luhua, Walch, and global food and consumer brand clients.

























