Material Comparison
PET vs PETG: Why Luxury Brands Prefer “Modified PET”?
In the cosmetic industry, the tactile feel and visual depth of packaging directly influence consumer perception. While traditional PET (Polyethylene Terephthalate) is highly transparent, it often struggles with crystallization, whitening, or stress marks when producing thick-walled containers like serum bottles or heavy cream jars. This is where **PETG (Glycol-modified PET)** takes the stage.

Fig. 1 — Selecting the correct polymer grade: PETG is an amorphous material that prevents crystallization in thick-walled sections.
PETG incorporates CHDM (cyclohexanedimethanol) into its chemical backbone, making it a non-crystalline (amorphous) polymer. Compared to standard PET, PETG offers a wider processing window, higher impact strength, and exceptional chemical resistance. Most importantly, when producing **thick-walled cosmetic bottles**, PETG does not undergo molecular crystallization due to slow cooling, ensuring the entire bottle remains prismatically clear.
Production Pain Points
The 3 Challenges of Thick-Walled Production: Haze, Sinking, and Scratches
When bottle wall thickness exceeds 4mm, standard blow molding processes often fail. Below are the industry-recognized hurdles:
Core Challenge: Heat Distribution
Dissipating heat from the center of a thick preform is difficult. In two-step processes, reheating causes the surface to melt while the core remains cold, leading to “rainbow swirls” or optical distortion.
Surface Integrity: Scratches
Luxury brands demand flawlessness. In two-step molding, preforms often collide in bins or on conveyors, creating micro-scratches that are optically magnified on thick-walled surfaces.
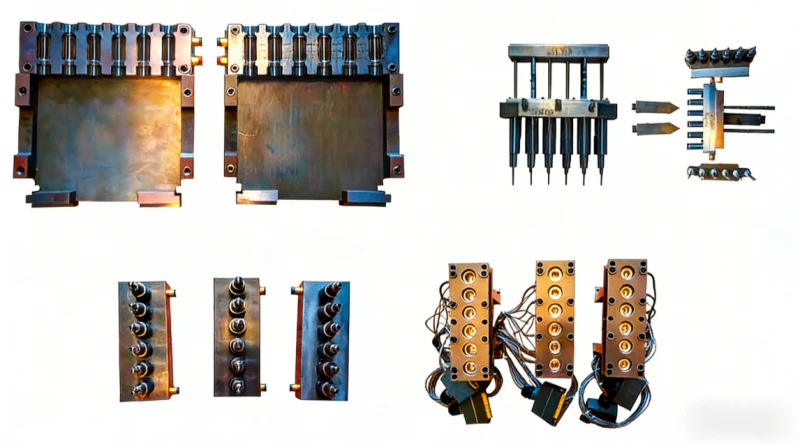
Fig. 2 — Precision mold engineering is vital to manage internal heat and prevent “sinking” marks in thick-walled PETG corners.
Technical Solutions
The “Precision Advantage” of One-Step ISBM Technology
**Injection Stretch Blow Molding (ISBM)**, specifically the One-Step model, is the definitive solution for PETG thick-walled bottles. It bypasses the physical limitations of reheat-blowing by integrating the entire process into one machine cycle.
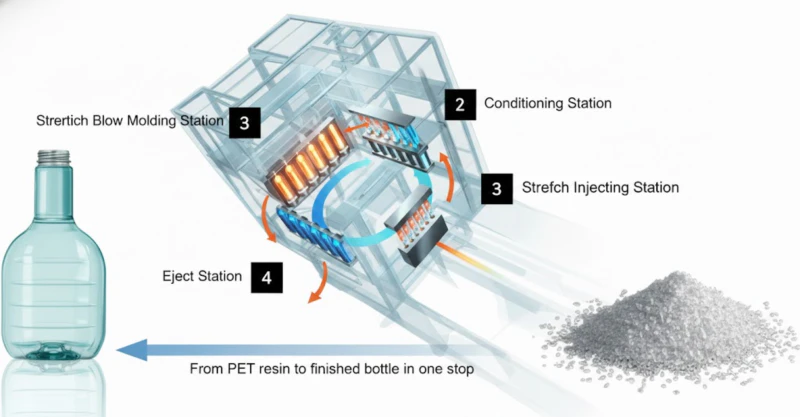
Fig. 3 — The One-Step workflow ensures the preform never cools down completely, utilizing latent heat to ensure uniform stretching without surface damage.
Why Premium Manufacturers Must Choose One-Step:
- Zero Scratch Guarantee: The preform moves from injection directly to blowing. It never touches a hopper or a conveyor belt, protecting the delicate high-gloss surface of the PETG.
- Latent Heat Utilization: The preform uses its internal residual heat for stretching. This “inside-out” temperature gradient perfectly aligns with the physics of thick-walled containers.
- Neck Precision: The bottle neck is molded during the injection stage and remains untouched during blowing, ensuring a world-class leak-proof seal for pumps and caps.
Process Expertise
Processing Parameters: The Secret to High-End PETG Containers
In **PETG bottle production**, minor parameter adjustments make the difference between an “artpiece” and “scrap.” Using high-precision machinery is non-negotiable for maintaining these tight tolerances.

Fig. 4 — The Y250-V4 4-Station machine offers the servo-driven accuracy required to manage PETG’s sensitive processing window.
| Process Stage | Standard PET Param | Thick-Walled PETG Advised | Engineering Logic |
|---|---|---|---|
| Melt Temp | 270°C – 290°C | 240°C – 265°C | Lower temps minimize thermal degradation and prevent yellowing. |
| Mold Temp | 10°C – 20°C | 30°C – 45°C | Higher mold temps prevent surface chill marks and increase gloss. |
| Holding Pressure | Standard | +15-25% Increase | Crucial for filling thick sections and eliminating surface “sinking.” |
Final Quality
Why 4-Station Machines are the Best Partner for PETG
Within the One-Step category, the 4-station model is the undisputed leader for **thick-walled cosmetic bottles**. The inclusion of the “Conditioning Station” allows for targeted temperature profiling, cooling the base or shoulders specifically to prevent deformation while the rest of the preform stays at the optimal blow temperature.

Fig. 5 — The ultimate result: glass-like transparency, zero scratches, and uniform wall thickness in various premium shapes.
Conclusion: How to Achieve Ultimate Transparency?
The choice between PETG and PET blow molding is ultimately a trade-off between “cost” and “quality.” While PET is suitable for mass-market water bottles, PETG combined with **One-Step ISBM technology** is the ticket to the luxury beauty market. If you are planning a new cosmetic packaging line, focusing on **thick-walled bottle production** stability and surface quality, One-Step ISBM will save you from secondary mold modifications, manual quality checks, and expensive scrap rates.
At injectionstretchblowmolding.com, we bring 20+ years of manufacturing excellence (est. 2003) to your floor. We specialize in high-performance One-Step equipment compatible with Japanese ASB and Aoki mold standards. Our technical team is ready to provide an ROI analysis and feasibility report for your thick-walled PETG projects.
ISBM Technology Expert · International Packaging Consultant
We specialize in helping global factories upgrade from two-step molding to One-Step ISBM technology. With a deep understanding of premium materials like PETG, PC, and Tritan, we provide full turnkey support from mold design to complete plant engineering. Compatible with major Japanese machine tooling standards.
Ready for a Professional PETG Production Solution?
Contact our engineering department to submit your bottle drawings for a free technical assessment and ROI analysis. Let us help you create glass-like premium packaging with high efficiency.

























