Syrup Bottles Are the Highest-Volume Pharmaceutical IBM Application Worldwide — Here Is the Complete Engineering and Process Guide to Producing Them at Industrial Scale
Oral liquid medicines — syrups, suspensions, elixirs, and pediatric formulations — are among the most widely consumed pharmaceutical dosage forms globally. In every market from North America to Southeast Asia to Africa, the amber or clear PP bottle between 50 ml and 500 ml is the universal container for these formulations. Billions of these bottles are produced each year by injection blow molding, making syrup bottle production the single highest-volume pharmaceutical IBM application worldwide.
Producing them at scale — tens of millions per line per year — requires the right machine sizing, the right cavity count, correctly engineered wall thickness for CRC closure performance, and GMP-compliant process controls that satisfy regulatory inspection. This guide covers every element: from resin selection and mould design through process parameters, output calculations, and quality testing, so you can specify and operate a syrup bottle IBM line that delivers compliant product at the volumes global pharmaceutical supply chains demand.
1. Why IBM Is the Standard Process for Syrup Bottles
Of all pharmaceutical bottle formats, the oral liquid syrup bottle concentrates IBM’s advantages most clearly. Four specific properties of syrup bottles drive the process selection toward IBM over every competing blow moulding approach:
Child-Resistant Closure Precision
Oral liquid pharmaceuticals — paracetamol syrup, antibiotic suspension, cough medicine, antihistamine liquid — are among the product categories legally required to carry child-resistant closures in the US (PPPA), EU, and most other regulated markets. CRC engagement depends on the bottle neck thread being formed to injection-moulding tolerances of plus or minus 0.1 mm. IBM achieves this at Station 1; EBM cannot. The precision neck thread that CRC mechanisms require is the single most important reason IBM dominates syrup bottle production globally.
Wide-Mouth Opening for Dosing Spoon Compatibility
Syrup bottles are dispensed using a measuring spoon, syringe, or cup that must fit the bottle opening. The standard oral liquid bottle neck inner diameter (typically 18 to 28 mm for 100 to 500 ml formats) must be consistent across production to ensure compatibility with the standard dosing accessories packaged with the product. IBM’s core pin controls the neck inner diameter to plus or minus 0.2 mm across all cavities and cycles — critical for dosing syringe fitment in pediatric liquid medications.
Amber Colourant GMP Compatibility
Many oral liquid pharmaceuticals require light protection to prevent photodegradation of the active pharmaceutical ingredient. Amber PP bottles (using iron oxide or organic amber pigment approved under USP/EP) provide the UV-visible light barrier required by light-sensitive formulations. IBM’s precision parison formation distributes amber colourant evenly throughout the container wall, producing consistent light transmission properties across all cavities — a consistency that EBM amber bottles, with their variable wall thickness, cannot guarantee.
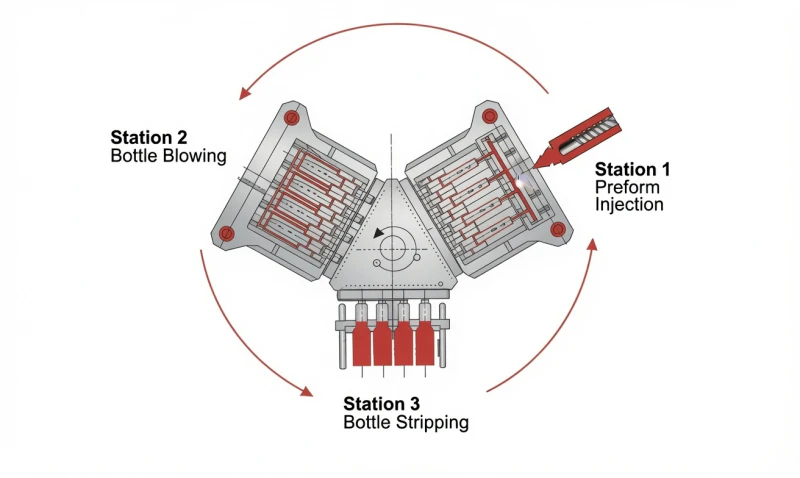
Scale Economics at High Cavity Count
Syrup bottles are produced at volumes that require maximum machine utilisation efficiency. IBM’s three-station simultaneous operation — injection, blowing, and stripping all happening in the same cycle time — delivers the highest output rate per machine cycle of any injection blow process. With 4 to 8 cavities per mould and 5 to 8-second cycle times, a single IBM machine produces 35,000 to 100,000 syrup bottles per 24 hours depending on container size and cavity count.
2. Resin Selection: Pharmaceutical-Grade PP for Oral Liquids
Polypropylene is the universal resin for pharmaceutical oral liquid syrup bottles. Its selection over HDPE, PET, or other options is driven by a combination of regulatory compliance, chemical compatibility with oral pharmaceutical formulations, and processing properties that suit IBM production:
Pharmacopoeial Compliance
PP for oral liquid containers must comply with USP Chapter 661 (Plastic Packaging Systems) and/or EP 3.1.3 (Polypropylene for Containers and Closures for Pharmaceutical Use). USP Class VI biological reactivity is the standard biological safety threshold. All pharmaceutical-grade PP from qualified suppliers is supplied with lot-level CoA confirming these standards. Commodity PP grades — even if chemically similar — lack the lot-level pharmacopoeial testing that regulated pharmaceutical use requires.
Melt Flow Index for IBM Processing
IBM PP grades for syrup bottles typically have MFI (Melt Flow Index) of 3 to 10 g/10 min at 230 degrees C / 2.16 kg. Lower MFI (higher molecular weight) produces stronger containers with better top-load performance but requires higher injection pressure. Higher MFI allows faster injection and shorter cycle times but produces containers with lower impact resistance. For 100 to 500 ml syrup bottles with walls of 0.8 to 1.5 mm, MFI of 5 to 8 g/10 min is the typical optimum balancing processability with container strength.
Amber vs Clear PP: Photostability Requirements
Clear PP syrup bottles are used for formulations where photostability is confirmed by stability testing (most aqueous-based syrups are stable in clear containers under standard storage conditions). Amber PP — produced by compounding iron oxide or approved organic pigments into the PP resin — is required for light-sensitive formulations including certain vitamins (riboflavin, B12), some antibiotic suspensions, and photosensitive antihistamines. The amber pigment must be approved under USP or EP cosmetic/pharmaceutical pigment standards with the same lot-level documentation as the base resin. IBM amber PP containers provide more consistent light transmission than EBM because wall thickness uniformity directly determines the optical density consistency across the container body.
Virgin Material Requirement
All pharmacopoeial standards (USP, EP, JP) require pharmaceutical primary packaging containers to be produced from 100 percent virgin polymer. No regrind, no recycled content, no off-spec material. IBM’s zero-flash process generates no regrind, which is itself a production advantage — there is no production regrind stream to manage or segregate from the pharmaceutical container production. Any PP purge material generated at machine startup or changeover must be designated as non-pharmaceutical waste and removed from the production area.
3. Syrup Bottle Formats: Sizes, Neck Standards, and CRC Requirements
.webp)
| Volume | Typical Application | Neck Standard | Colour | CRC Required | Wall (Body) |
|---|---|---|---|---|---|
| 30 to 60 ml | Pediatric drops, infant vitamins, concentrated oral solutions | 20/410 or 24/410 | Amber or clear | Yes | 0.8 to 1.0 mm |
| 100 ml | Cough syrup, antihistamine liquid, pediatric antibiotic | 28/410 or 28/415 | Amber | Yes | 0.9 to 1.1 mm |
| 150 to 200 ml | Oral antibiotic suspension, antacid liquid, expectorant | 28/415 or 33/400 | Amber or clear | Yes | 1.0 to 1.3 mm |
| 250 to 300 ml | Multivitamin syrup, antifungal suspension, laxative liquid | 33/400 or 38/400 | Amber or clear | Market-dependent | 1.1 to 1.4 mm |
| 500 ml | Bulk oral preparation, hospital dispensing, antacid suspension | 38/400 or 45/400 | Amber or clear | Market-dependent | 1.3 to 1.6 mm |
CRC Neck Thread Engineering for Syrup Bottles
The CRC closure mechanism for syrup bottles most commonly uses the push-down-and-turn (PDT) mechanism: the user pushes the cap downward while turning to disengage the child-resistant ratchet. The bottle neck must be engineered to engage this mechanism consistently. Three neck dimensions are critical:
T
Thread Outer Diameter
Controls which CRC thread pitch and diameter engages. IBM holds T to plus or minus 0.1 mm — the precision the PDT mechanism requires for consistent engagement force across all bottles in a batch.
E
Neck Outer Diameter
The neck skirt diameter that the CRC cap outer wall engages. Variation in E beyond plus or minus 0.15 mm causes PDT caps to feel either loose (rattle at retail) or excessively tight (senior-use accessibility failure).
H
Neck Height
Thread engagement height — the length over which the thread spiral runs. Too short and the CRC cap engages fewer threads, reducing removal torque and potentially failing the CRC test. IBM neck height is set at the injection cavity.
ISO 8317 testing requirement: Every new syrup bottle — container design — must pass ISO 8317 child-resistance testing as a container-closure combination with the specified CRC cap before the drug product can be registered in most regulated markets. IBM bottles typically pass this test more reliably than EBM bottles at the same wall thickness because IBM neck thread dimensions are more precise and more consistent from bottle to bottle. However, the test must still be performed — and re-performed if the CRC cap supplier, the bottle neck dimensions, or the PP resin grade changes.
4. Mould Design for High-Volume Syrup Bottle Production
Syrup bottle mould design differs from small pharmaceutical vial or ophthalmic container moulds in several important respects driven by the larger container size and thick-wall requirements:
Runner System Balance
In a 4 to 8-cavity syrup bottle mould, the injection runner system must deliver equal melt volume to every cavity simultaneously. Unbalanced runners cause weight variation between cavities — some cavities producing heavier (thicker) parisons than others. This weight variation directly translates to body wall thickness variation: the heavier-cavity containers have thicker, stiffer walls (higher squeeze force, better top-load); the lighter-cavity containers have thinner walls (potentially below minimum wall specification). Balanced H-tree runner geometry with equal runner length and diameter to all cavities is the correct design for pharmaceutical syrup bottle IBM moulds.
Blow Cavity Body Design
Syrup bottles typically have a cylindrical or slightly tapered body for ease of labelling and stacking. The blow cavity diameter-to-parison-diameter ratio (blow ratio) for 100 to 500 ml syrup bottles is typically 2.0 to 3.0 — larger than for small pharmaceutical vials. Higher blow ratios produce thinner body walls. The blow ratio must be calculated to produce the minimum specified wall thickness (usually 0.9 to 1.5 mm for the body, depending on volume) while remaining within the PP’s reliable inflation range. Excessive blow ratio causes uneven wall thinning at the bottle shoulders and shoulders may not maintain specification.
Cooling Circuit Design
The thick neck of a syrup bottle (3 to 5 mm at the thread zone) is the slowest-cooling feature in the mould. Injection cavity cooling channels must be positioned within 8 to 10 mm of the neck thread zone to extract heat efficiently from this thick section. Blow cavity cooling channels must cover the full bottle height uniformly. For 4 to 8-cavity moulds running 24/7 high-volume pharmaceutical production, adequate cooling determines whether cycle time targets (5 to 8 seconds) are achievable without sacrificing neck dimensional stability.
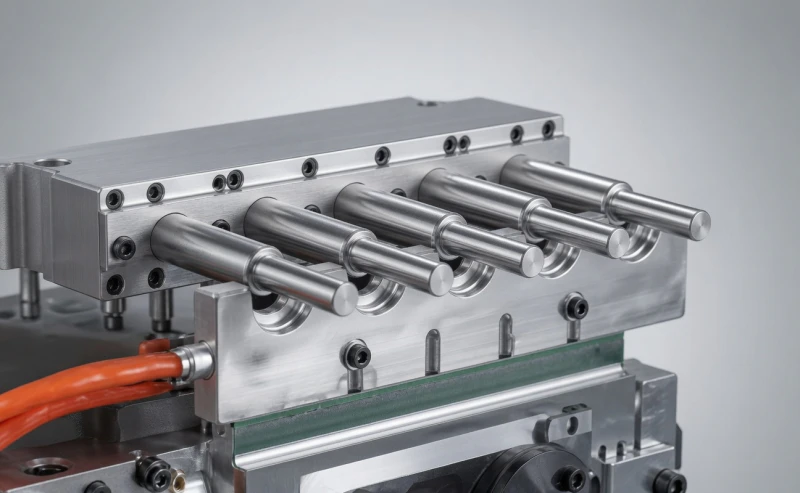
Mould Steel and Surface Treatment
H13 tool steel hardened to 48 to 52 HRC is standard for pharmaceutical syrup bottle IBM moulds. The injection cavity neck thread zone requires the highest hardness (50 to 54 HRC) due to the abrasive contact during core pin withdrawal at every cycle. Blow cavity surfaces for clear PP syrup bottles are polished to SPI B1 (Ra 0.05 to 0.1 micrometres) for good gloss; amber PP syrup bottles can use a lower polish grade (SPI B2 to C1) as the amber pigment partially masks surface texture. Chrome or DLC coating on core pins reduces friction and extends core pin service life in high-cycle pharmaceutical production.
5. IBM Process Parameters for PP Syrup Bottles
| Parameter | 100 ml PP Syrup | 200 ml PP Syrup | 500 ml PP Syrup | Quality Effect |
|---|---|---|---|---|
| Barrel Zone 1 | 185 degrees C | 185 degrees C | 185 degrees C | Feed zone — consistent pre-melt temperature baseline |
| Barrel Zone 2 (compression) | 200 degrees C | 205 degrees C | 210 degrees C | Main melting zone — affects melt homogeneity and viscosity |
| Nozzle zone | 215 to 225 degrees C | 220 to 230 degrees C | 225 to 235 degrees C | Determines melt temperature at injection; too high risks degradation, too low causes short shots in neck thread zone |
| Injection pressure (fill) | 80 to 100 MPa | 85 to 105 MPa | 90 to 110 MPa | Larger parisons for bigger bottles need higher pressure to fill neck thread detail before gate freeze |
| Hold pressure / time | 55 MPa / 2.0 s | 60 MPa / 2.5 s | 65 MPa / 3.0 s | Compensates for PP shrinkage; inadequate hold causes underweight, dimensionally undersized parisons |
| Cooling time (injection) | 2.5 s | 3.0 s | 3.5 to 4.0 s | Thick neck of large syrup bottles requires longest cooling to solidify before table index |
| Blow pressure | 0.6 to 0.8 MPa | 0.6 to 0.8 MPa | 0.7 to 0.9 MPa | Adequate pressure ensures complete body formation and consistent wall thickness at blow ratio |
| Total cycle time | 5 to 6 s | 6 to 7 s | 7 to 9 s | Driven by injection cooling time (longest dwell); reducing below these values risks neck dimensional instability from premature table index |
Amber PP processing note: Iron oxide pigment masterbatch in amber PP has a slight abrasive effect on barrel and screw surfaces over extended production runs, and some organic amber pigments can slightly reduce PP thermal stability at the upper end of the processing temperature range. For lines running amber PP exclusively, schedule barrel and screw wear inspection at shorter intervals than for clear PP (every 12 months vs every 18 to 24 months), and maintain nozzle temperatures at the lower end of the acceptable range to minimise pigment thermal stress.
6. Scale-Up: Cavity Count, Output Calculations, and Line Sizing
Syrup bottle production at pharmaceutical scale means planning for annual volumes of tens to hundreds of millions of containers per manufacturing site. The calculation from required annual output to number of IBM machines and cavities is straightforward but must account for realistic uptime, changeover time for different SKUs, and maintenance downtime:
Output Calculation Examples — PP Syrup Bottles at 90% Uptime
100 ml Amber PP Syrup Bottle
200 ml Amber PP Syrup Bottle
500 ml Clear PP Syrup Bottle
Formula: Cavities x (86,400 s / cycle time) x uptime fraction. Uptime 90% reflects planned maintenance, shift changeovers, and IPC sampling time in continuous pharmaceutical production.
Line Sizing: From Annual Volume to Machine Count
| Annual Target (100 ml syrup) | Machines Required | Total Cavities | Recommended Configuration |
|---|---|---|---|
| 25 million | 1 | 6 | Single ZQ60 or ZQ60HE, 6-cavity 100 ml mould, 3-shift operation |
| 50 million | 2 | 12 | Two ZQ60HE all-electric, 6-cavity each — redundancy and SKU flexibility |
| 100 million | 4 | 24 | Four ZQ60 or ZQ60HE; recommended 2 dedicated 100 ml + 2 swing for 200 ml or 500 ml |
| 200 million | 8 | 48 | Large-scale dedicated syrup bottle plant; mix of ZQ60HE and ZQ80 for 100 ml to 500 ml range coverage |
7. Machine Selection: ZQ-Series for Syrup Bottle Production
| ZQ Model | Clamp (KN) | Shot Weight (g) | Platen (mm) | Best Syrup Bottle Application |
|---|---|---|---|---|
| ZQ40 | 400 | 190 to 260 g | 480 x 340 | 30 to 60 ml pediatric syrup vials, 4 to 6 cavities. Suitable for concentrated oral solution packs and drop bottles at small volumes. |
| ZQ60 / ZQ60HE (Primary) | 600 / 400-800 | 260-383 / 280-360 g | 600 x 390 / 420 | The standard syrup bottle machine. 100 ml at 6 cavities; 150 to 200 ml at 4 cavities. ZQ60HE all-electric preferred for GMP pharmaceutical clean-room lines requiring zero hydraulic oil and maximum shot repeatability. |
| ZQ80 | 800 | 466 g | 800 x 400 | 250 to 500 ml at 2 to 4 cavities. Large-format pharmaceutical syrup bottles and hospital dispensing containers. Higher clamping force accommodates the larger parison cross-section of 500 ml PP syrup bottles. |
| ZQ110 | 1,100 | 540 g | 1,100 x 460 | 500 ml at 4 to 6 cavities for maximum output on large syrup format, or combined PP syrup + HDPE supplement bottle production on the same machine with mould changeover. |
The ZQ60HE advantage for pharmaceutical syrup lines: The 100 ml amber PP syrup bottle at 6 cavities on a ZQ60HE all-electric machine is the single most common high-volume pharmaceutical IBM configuration worldwide. The ZQ60HE’s 2.5-second dry cycle versus the hydraulic ZQ60’s 4-second dry cycle means approximately 30 percent more output per machine per year at the same cavity count — approximately 33 million bottles per year versus 25 million — while simultaneously eliminating the hydraulic oil contamination risk that pharmaceutical GMP programmes require managing on hydraulic machines. For new pharmaceutical syrup bottle line investments, the ZQ60HE is the correct specification in both compliance and output terms.
8. Quality Control and GMP Requirements
Syrup bottle IPC programmes combine the standard pharmaceutical IBM quality checks with oral liquid-specific performance tests. The following are the minimum IPC requirements for a GMP-compliant pharmaceutical syrup bottle IBM operation:
In-Process Controls (Every Batch)
- Container weight — all cavities, every 30 min
- Neck T / E / H dimensions — go/no-go gauge, every 60 min
- Container height and diameter — calliper, every 2 h
- Visual inspection — 100% trained inspector or automated vision
- Wall thickness — ultrasonic, 4 body points, every 2 h
- Cap removal torque — with specified CRC cap, every 2 h
- Leak test — batch AQL sample, vacuum decay method
Pharmaceutical-Specific Tests
- USP 661 / EP 3.1.3 extractables — lot qualification + annual
- Light transmission (amber PP) — per EP 3.2.1, qualification per lot
- ISO 8317 CRC performance — new design or closure change
- Top-load / crush test — qualification and annual audit
- Drop test — qualification batch; post-process change
- Dosing syringe fitment test — qualification for each neck standard
Batch Release Criteria
- All IPC results within specification for full batch duration
- No unresolved deviations from validated process parameters
- Resin CoA and batch traceability confirmed
- Completed batch production record (BPR) with all IPC data
- AQL visual inspection pass on shipped sample
- Retain sample archived per retention policy (minimum 1 year post expiry)
Light transmission testing for amber PP syrup bottles: European Pharmacopeia 3.2.1 (Containers for Pharmaceutical Use) specifies maximum light transmission limits for amber pharmaceutical containers: not more than 10% transmission at any wavelength between 290 and 450 nm. This test must be performed on the finished amber PP container — not on the resin or pigment masterbatch alone — because the transmission properties depend on both the amber pigment concentration and the container wall thickness achieved in production. Amber PP IBM containers from well-controlled production typically achieve 2 to 6% transmission in this range when produced with the correct amber pigment loading (typically 0.8 to 1.5% iron oxide masterbatch by weight).
9. Frequently Asked Questions
Q: Can the same IBM machine run both 100 ml and 200 ml syrup bottle moulds with a mould changeover?
Yes. A ZQ60 or ZQ60HE can run both 100 ml 6-cavity and 200 ml 4-cavity PP syrup bottle moulds on the same machine with a standard mould changeover. Changeover involves: removing the 100 ml injection cavity block, core pins, and blow cavity from the platen; installing the 200 ml toolset; updating the process recipe (barrel temperatures are the same for both sizes since both are PP, but injection pressure, hold pressure, and cooling times differ); and running a startup production check before batch release. Total changeover time including process stabilisation is typically 2 to 4 hours. On the ZQ60HE all-electric, the clamping force is recalled from the recipe for each mould (the 100 ml 6-cavity mould may need 550 KN; the 200 ml 4-cavity mould may need 480 KN) — no mechanical adjustment is required, which shortens the changeover.
Q: Is a separate desiccant dryer required for PP syrup bottle IBM production?
PP does not require pre-drying under normal storage conditions (moisture content is typically below the level that affects processing). A hopper dryer maintaining the PP resin at 60 to 80 degrees C is recommended to prevent any surface moisture (from warehouse condensation or humid climate storage) from causing surface defects, but a desiccant dryer targeting sub-50 ppm moisture level is not required for PP as it is for PET. The more important resin handling consideration for pharmaceutical PP syrup bottle production is segregation: the pharmaceutical-grade PP must be stored separately from commodity PP, labelled by grade and lot number, and dispensed from dedicated equipment to prevent cross-contamination with non-pharmaceutical resin.
Q: What is the typical tooling investment for a 6-cavity 100 ml amber PP syrup bottle mould?
A 6-cavity IBM mould set for a 100 ml amber PP syrup bottle (injection cavity block with 6 cavities, 6 core pins, 6-cavity blow cavity block, manifold, and runner system) typically represents an investment of USD 35,000 to 70,000 depending on steel grade specification, cavity finish requirements, cooling channel complexity, and supplier location. Pharmaceutical IBM moulds for syrup bottles should be specified to H13 tool steel with hardened inserts at the neck thread zones, DLC-coated core pins, and full cooling circuit documentation — these specifications add cost over commodity IBM moulds but are necessary for the long service life (typically 5 to 10 million cycles per cavity) that continuous pharmaceutical production requires. Mould investment is typically amortised over the first 2 to 3 years of production at full volume.
Q: Can IBM produce syrup bottles above 500 ml, for example 1,000 ml hospital dispensing bottles?
IBM can produce PP containers up to approximately 1,500 to 2,000 ml depending on the machine model and cavity count. A 1,000 ml PP hospital dispensing bottle at 2 cavities on a ZQ110 (1,100 KN clamping) is technically feasible and in production at several pharmaceutical container manufacturers. The practical considerations at 1,000 ml are: the injection shot weight per cavity (approximately 90 to 120 g of PP) approaches the upper shot weight capacity of ZQ80 to ZQ110 machines at 2 cavities; the cycle time extends to 10 to 14 seconds due to the thick neck and body wall cooling time; and the output per machine per day is proportionally lower (approximately 10,000 to 14,000 bottles per 24 hours on a 2-cavity ZQ80). For volumes above 1,000 ml intended for hospital IV fluid preparation, extrusion blow moulding becomes cost-competitive and is commonly used for non-CRC, non-precision-closure large hospital container formats.
10. Conclusion
Producing syrup bottles at pharmaceutical scale with IBM is a well-established, well-understood manufacturing challenge with clear engineering solutions at every stage: pharmaceutical-grade virgin PP with USP/EP compliance, H13 tool steel moulds with balanced runner systems and DLC-coated core pins, CRC-engineered neck threads held to injection-moulding tolerances, validated process parameters for each bottle format, and GMP-compliant IPC and batch record systems.
Scale-Up Summary
Virgin pharmaceutical-grade PP, MFI 5 to 8 g/10 min, USP Class VI / EP 3.1.3 compliant. Amber PP with approved iron oxide pigment for light-sensitive formulations.
4 to 6 cavities for 100 to 200 ml formats on ZQ60/ZQ60HE; 2 to 4 cavities for 200 to 500 ml on ZQ80. H-tree balanced runner, H13 steel, DLC core pins.
ZQ60HE all-electric is the recommended machine for pharmaceutical syrup lines — 25 to 33 million 100 ml bottles per machine per year, zero hydraulic oil, plus or minus 0.1% shot repeatability.
100 ml 6-cavity ZQ60HE: approximately 85,000 bottles per day, 25 million per year. Scale to required annual volume by adding machines. Line sizing from 25 million to 200 million per year is covered by 1 to 8 machines in ZQ60HE / ZQ80 configuration.
Our engineering team provides syrup bottle IBM line specifications, clamping force calculations for any cavity count and container format, IQ/OQ/PQ documentation support, and factory-direct machine quotations. Whether you are setting up a new pharmaceutical syrup bottle manufacturing line or expanding capacity at an existing site, contact us with your annual volume target, bottle format, and GMP requirements — we return a complete line specification within 24 hours.
Syrup Bottle IBM Line Inquiry
Share your annual volume target, bottle formats (volume, amber or clear, CRC neck standard), and regulatory market. We provide machine count recommendation, cavity count calculation, output projection, and factory-direct quotation within 24 hours.

























