Every IBM Machine Buyer Faces the Same Question: Hydraulic or All-Electric? Here Is the Complete Technical, Financial, and Regulatory Framework for Making the Right Decision
The choice between hydraulic and all-electric IBM machines is the most consequential capital decision an injection blow molding producer makes. It affects production output, product quality consistency, energy cost, maintenance programme, regulatory compliance posture, and the machine’s total cost of ownership over its 10 to 15-year operational life. It is not a trivial preference — it is an engineering and financial decision with compounding consequences that run for a decade.
This guide provides the complete framework: how the two drive architectures work, what each delivers in measurable production terms, how to build a total cost of ownership comparison for your specific production scenario, and the clear decision criteria that determine which technology is correct for which application. By the end, the choice should be an engineering conclusion, not a sales conversation.
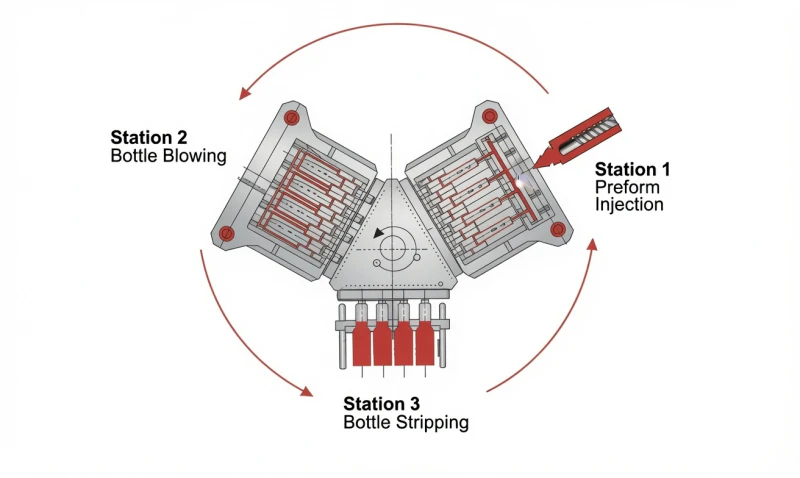
1. How Each Drive Architecture Works
2. Performance Comparison: Speed, Precision, and Repeatability
The performance differences between hydraulic and all-electric IBM are measurable and consistent across all container formats. They are not marketing claims — they are consequences of the physics of each drive system:
| Performance Metric | Hydraulic IBM (ZQ60) | All-Electric IBM (ZQ60HE) | Root Cause of Difference |
|---|---|---|---|
| Dry cycle time | 4.0 s | 2.5 s | Servo response time (1 to 5 ms) vs hydraulic valve actuation (5 to 20 ms); ball screw precision allows faster deceleration without position overshoot |
| Shot weight repeatability | plus or minus 1 to 2% | plus or minus 0.1% | Ball screw injection stroke accurate to 0.01 mm eliminates oil compressibility and valve timing variation as sources of shot-to-shot variation |
| Injection pressure repeatability | plus or minus 0.5 MPa | plus or minus 0.1 MPa | Servo torque control accuracy vs hydraulic proportional valve pressure regulation accuracy |
| Back pressure control | plus or minus 0.5 MPa | plus or minus 0.05 MPa | Servo motor torque feedback controls screw back pressure directly; hydraulic back pressure depends on relief valve calibration and oil temperature |
| Clamping force | 600 KN fixed | 400 to 800 KN variable | Servo torque limit is software-set; hydraulic clamping force is mechanically fixed by system pressure and cylinder area |
| Table index positioning | plus or minus 0.05 mm | plus or minus 0.01 mm | Servo encoder direct feedback on table position vs hydraulic motor with mechanical stop positioning |
| Process data logging | Partial (add-on sensors needed) | Full — all axes, every cycle | Servo encoder and torque data already available in motion controller — no additional instrumentation required for batch record generation |
| Noise level | 72 to 80 dB | 55 to 65 dB | Hydraulic pump, valve actuation, and oil flow generate broadband noise; servo motors with ball screws are mechanically quiet |
The performance gap is not marginal: The 10 to 20-fold improvement in shot weight repeatability (plus or minus 0.1% vs plus or minus 1 to 2%) and the 37% faster dry cycle are not incremental refinements — they are architectural advantages that translate directly to fewer rejected containers per batch, tighter IPC weight specifications, and 25 to 35% more annual output per machine at equal cavity count. These improvements compound over the machine’s 10-year production life into very large cumulative differences in output volume and quality costs.
3. GMP and Clean-Room Compliance: Where the Architectures Diverge

For pharmaceutical and regulated medical packaging producers, GMP compliance is not one factor among many — it is the threshold requirement that determines whether a machine can be used in the production environment at all. The two drive architectures have fundamentally different GMP compliance profiles:
Hydraulic IBM: GMP Risk Areas
All-Electric IBM (ZQ60HE): GMP Advantages
The regulatory threshold question: For pharmaceutical producers seeking marketing authorisation in FDA, EMA, or equivalent regulated markets, the container-closure system qualification dossier must address the manufacturing process and any contamination risks. An all-electric IBM machine removes hydraulic oil contamination from this discussion entirely — simplifying the regulatory package and eliminating a category of potential deficiency finding. This is not a theoretical benefit; it has been documented in FDA warning letter responses where manufacturers upgraded to oil-free manufacturing environments specifically to address contamination control findings.
4. Energy Consumption: The Numbers Behind the Claim
The energy efficiency claim for all-electric IBM machines is well established in the plastics processing industry, but the specific numbers deserve scrutiny because they depend on the production scenario. The key variable is the ratio of active machine motion time to cooling dwell time within each cycle:
Energy Consumption Breakdown by Cycle Phase
Hydraulic IBM — Continuous Load
All-Electric IBM — On-Demand Load
Annual Saving (8,000 h/year)
Servo motor average demand calculated at 40% duty cycle (motion phases occupy approximately 40% of total cycle at small-format thin-wall containers). Average demand rises toward 60% for thick-wall large containers with shorter dwell ratios. Hydraulic pump runs at constant 22 KW regardless of dwell phase.
The energy saving scales with cycle dwell ratio: The larger the fraction of cycle time spent in cooling dwells (doing nothing mechanically), the greater the all-electric energy advantage. Small thin-wall containers (LDPE eye drops, PP oral drops) have very high dwell fractions — the servo motors are idle for 60 to 70% of cycle time. Large thick-wall containers (HDPE drench bottles) have lower dwell fractions — the energy advantage is smaller but still significant. In no scenario does a hydraulic IBM consume less energy per cycle than an equivalent all-electric IBM.
5. Maintenance: What Each Architecture Requires Over 10 Years
| Maintenance Task | Hydraulic IBM | All-Electric IBM | Frequency |
|---|---|---|---|
| Hydraulic oil change | Required (200 to 400 L) | Not applicable | Annual |
| Hydraulic filter replacement | Required | Not applicable | Every 3 to 6 months |
| Cylinder rod seal inspection | Required (5 to 8 cylinders) | Not applicable | Quarterly |
| Hydraulic hose inspection | Required | Not applicable | Semi-annual |
| Proportional valve calibration | Required | Not applicable | Annual |
| Ball screw lubrication | Not applicable | Required (grease) | Semi-annual |
| Servo drive calibration check | Not applicable | Required | Annual |
| Barrel and screw wear check | Required (same) | Required (same) | Annual |
| Mould tooling inspection | Required (same) | Required (same) | Per schedule |
Estimated Hydraulic Drive Maintenance Cost (10 years per machine)
Estimated All-Electric Drive Maintenance Cost (10 years per machine)
6. Total Cost of Ownership: Building the Financial Comparison
The TCO comparison between hydraulic and all-electric IBM must account for capital cost, energy cost, maintenance cost, and the value of incremental output. The following model uses conservative mid-range assumptions for a ZQ60 vs ZQ60HE comparison on a 100 ml PP pharmaceutical syrup bottle line at 6 cavities:
10-Year TCO Model — ZQ60 vs ZQ60HE (6-cavity 100 ml PP syrup, 300 days/year, USD 0.12/KWh)
| Cost Element | ZQ60 (Hydraulic) | ZQ60HE (All-Electric) | 10-Year Delta |
|---|---|---|---|
| Machine capital cost | USD 100,000 | USD 135,000 | -USD 35,000 |
| Electricity (10 years) | USD 326,400 | USD 192,000 | +USD 134,400 |
| Drive maintenance (10 years) | USD 14,300 | USD 5,900 | +USD 8,400 |
| Output value difference (22% more output) | Baseline | ~22% more units | +Significant |
| Net 10-year TCO saving (energy + maintenance only) | Higher | Lower by | ~USD 107,800 |
Capital cost premium of USD 35,000 is recovered in approximately 2.6 years from energy and maintenance savings alone (USD 13,400/year). By year 10, the ZQ60HE has generated approximately USD 107,800 more value in energy and maintenance cost reduction (before output value difference). Actual figures vary by electricity rate, production hours, and maintenance intensity.
The payback period is typically 2 to 3 years: Across a wide range of production scenarios and electricity rates, the all-electric IBM capital premium is recovered in 2 to 3 years through energy and maintenance savings alone — before any value is assigned to the output improvement or quality improvement. For a machine with a 10 to 15-year production life, the remaining 7 to 12 years of operation after payback are all net positive TCO advantage for all-electric. The hydraulic machine’s lower initial capital cost is its only lifetime TCO advantage in most production scenarios.
7. Decision Framework: Six Scenarios with Clear Recommendations
The following six scenarios cover the primary IBM machine buyer profiles. Each has a clear recommendation derived from the technical and financial analysis above:
8. Full Specification Comparison: ZQ60 vs ZQ60HE
| Specification | ZQ60 (Hydraulic) | ZQ60HE (All-Electric) | Better |
|---|---|---|---|
| Injection clamping | 600 KN fixed | 400 to 800 KN variable | Electric |
| Max shot weight | 260 to 383 g | 280 to 360 g | Similar |
| Platen size | 600 x 390 mm | 600 x 420 mm | Electric (larger) |
| Dry cycle time | 4.0 s | 2.5 s | Electric |
| Shot repeatability | plus or minus 1 to 2% | plus or minus 0.1% | Electric |
| Hydraulic oil | 150 to 250 litres | Zero | Electric |
| Average energy demand | ~34 KW | ~20 KW | Electric |
| Noise level | 72 to 80 dB | 55 to 65 dB | Electric |
| Electronic batch records | Partial (add-on required) | Fully integrated | Electric |
| Machine weight | 5.0 T | 6.0 T | Hydraulic (lighter) |
| Capital cost (relative) | Lower (~100%) | Higher (~135%) | Hydraulic (lower upfront) |
| 10-year TCO | Higher by ~USD 108K | Lower by ~USD 108K | Electric |
| GMP pharma compliance | Requires oil management | Zero oil — fully compatible | Electric |
9. Frequently Asked Questions
Q: Is the all-electric IBM machine more difficult to maintain than a hydraulic machine?
All-electric IBM machines require less routine maintenance than hydraulic machines, but the nature of maintenance is different. Hydraulic maintenance is recurring, consumable-heavy, and familiar to any mechanical maintenance team (oil changes, seal kits, filter replacement). All-electric maintenance is less frequent, lighter on consumables (primarily ball screw grease and servo drive checks), but requires competence in servo drive diagnostics and motion control systems. Most experienced IBM maintenance teams acquire this competence quickly through the machine supplier’s training programme. The total maintenance burden is significantly lower for all-electric — both in hours and cost — once the servo systems competence is established. Our team provides comprehensive maintenance training and ongoing technical support for all ZQ60HE installations.
Q: If I buy a hydraulic IBM machine now, can I retrofit it to all-electric later?
Retrofitting a hydraulic IBM machine to all-electric drive is technically possible in principle but not commercially practical. Replacing hydraulic cylinders with servo motor and ball screw assemblies requires redesigning the machine’s structural frame to accommodate the different load paths, re-engineering the machine’s control system entirely, and validating the rebuilt machine as a new production system. The engineering cost typically exceeds the cost of a new all-electric machine. In practice, producers who want to transition from hydraulic to all-electric IBM should budget for machine replacement, not retrofit. The mould tooling is transferable (ZQ60 moulds are compatible with ZQ60HE); only the drive machine requires replacement.
Q: Does the all-electric machine require a higher-quality power supply than hydraulic?
All-electric servo drives are more sensitive to power supply quality than hydraulic motors. The servo drives on ZQ60HE require supply voltage within plus or minus 5% of nominal (380V or 415V three-phase) and supply frequency within plus or minus 1 Hz of 50 or 60 Hz. Power supply interruptions — even brief (50 ms or longer) — can cause servo fault conditions that stop the machine and require manual reset. In production environments with unstable power supply (common in certain industrial regions), an uninterruptible power supply (UPS) or voltage stabiliser may be advisable. Hydraulic machines are more tolerant of brief voltage fluctuations because the hydraulic pump motor is more robust to power variations than precision servo drives. This is not a reason to avoid all-electric — it is an installation planning consideration that your supply team and our engineering team can address at site assessment.
Q: What is the typical lead time difference between ordering a ZQ60 and a ZQ60HE?
Lead times vary by factory production schedule and should be confirmed at the time of order. In general, all-electric machines have longer lead times than hydraulic equivalents because servo motor and motion control system integration is more complex than hydraulic assembly, and servo drive components from specialist suppliers may have longer procurement lead times than standard hydraulic components. As a general planning guideline, allow 2 to 4 weeks additional lead time for ZQ60HE versus ZQ60 in standard factory scheduling. For projects with hard commissioning deadlines, confirm actual available delivery dates with our sales team at the time of quotation request.
10. Conclusion
The hydraulic vs all-electric IBM decision is not close in most production scenarios. All-electric wins on performance (37% faster cycle, 10 to 20x better shot repeatability), GMP compliance (zero oil), energy consumption (41% lower average demand), maintenance cost (59% lower drive maintenance over 10 years), and 10-year TCO (approximately USD 108,000 better per machine at moderate production intensity). The hydraulic machine’s advantages — lower capital cost and tolerance to power supply variation — are real but temporary and situation-specific.
The Decision in Four Lines
Pharmaceutical or regulated medical packaging: all-electric ZQ60HE, no further analysis required. Zero hydraulic oil is a non-negotiable GMP requirement.
Annual volume above 20 million containers per machine: all-electric ZQ60HE. Capital premium returned in 2 to 3 years; output advantage and cost savings compound for 10+ years thereafter.
Large-format HDPE containers requiring ZQ80, ZQ110, or ZQ135: hydraulic — all-electric is not currently available at these machine sizes. Implement hydraulic oil management programme.
Capital-constrained startup below 10 million containers per year: hydraulic ZQ40 or ZQ60 as entry point. Specify mould tooling to ZQ60HE compatibility standards for future upgrade without re-tooling.
Our engineering and sales teams are available to run the full TCO comparison for your specific production scenario — your electricity rate, production hours, container format, cavity count, and annual volume targets. Contact us and we will return a machine recommendation with complete financial model and factory-direct quotation within 24 hours.
IBM Drive Technology Consultation
Share your production scenario — container type, annual volume, electricity rate, and GMP requirements. We return a hydraulic vs all-electric TCO comparison and machine recommendation with factory-direct quotation within 24 hours.

























