When engineers and procurement managers evaluate blow molding technology for a new container project, two processes consistently dominate the shortlist: Injection Blow Molding (IBM) and Injection Stretch Blow Molding (ISBM). On the surface, they look similar — both inject a parison and then use air to blow it into a final container shape. Both produce flash-free containers with precision-moulded neck threads. Both run on compact, integrated machine platforms.
But underneath that surface similarity lies a fundamental mechanical and materials-science difference that changes everything: the presence — or absence — of a stretch rod. That single component determines your container’s clarity, barrier performance, wall thickness capability, resin compatibility, tooling cost, and which industries your bottles can serve. This article explains every key difference between IBM and ISBM in plain, technical language — with real production data, material comparisons, and illustrated examples from our machine range.
1. At a Glance: IBM vs ISBM Side by Side
Before diving into the technical detail, here is a concise side-by-side reference covering the most critical differentiating parameters between the two processes:
| Parameter | IBM | ISBM |
|---|---|---|
| Defining mechanism | Air inflation only | Stretch rod + air inflation |
| Molecular orientation | None (amorphous) | Bi-axial (axial + radial) |
| Primary resins | PP, HDPE, LDPE, PETG, PVC, PET | PET (dominant), PP (limited) |
| Volume range | 1 ml to 2,000 ml | 50 ml to 5 L+ |
| PET clarity | Good | Excellent — water-clear |
| CO2/O2 barrier | Moderate | High |
| Wall thickness | Thick wall — controlled | Thin wall — lightweight |
| Flash / scrap | Zero | Zero |
| Dry cycle (one-step) | 2.5 s (electric) — 4 s (hydraulic) | 4 to 8 s |
| Tooling complexity | Lower — no stretch rod | Higher — stretch rod per cavity |
| GMP / clean-room | Excellent (esp. all-electric) | Good |
| Best applications | Pharma, cosmetics, agrochem, food condiments, household chemicals | PET water, CSD, juice, edible oil, PET cosmetics |
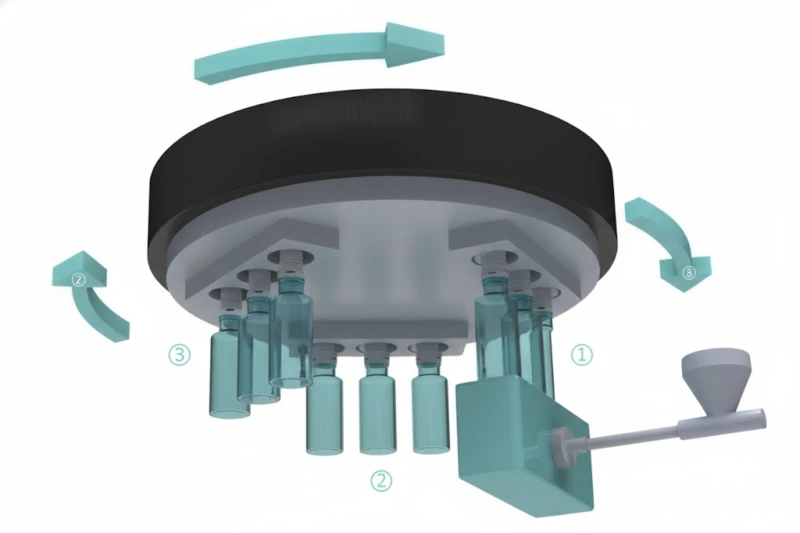
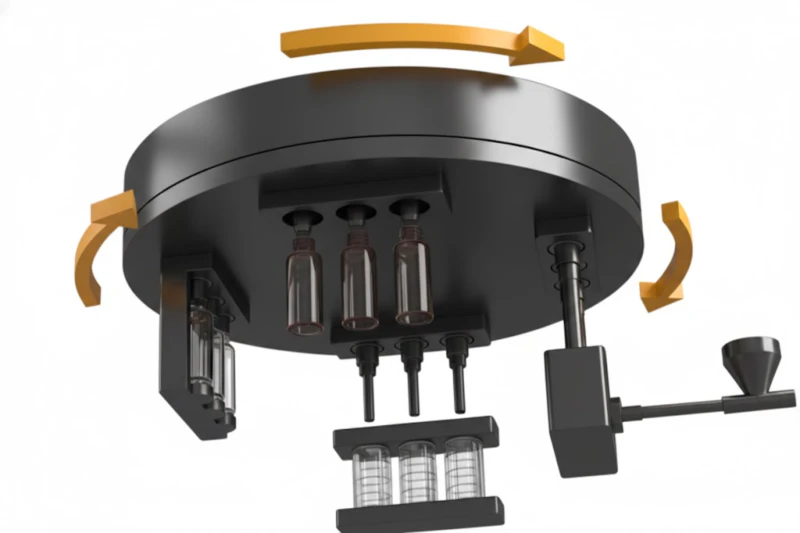
2. How IBM Works: The Three-Station Rotary Process
Injection Blow Molding uses a three-station rotary table that carries hardened steel core pins through three simultaneous operations. Every 2.5 to 4 seconds (depending on whether the machine is all-electric or hydraulic), the table indexes 120 degrees and the entire cycle completes — injection, blowing, and stripping all happening at the same time.
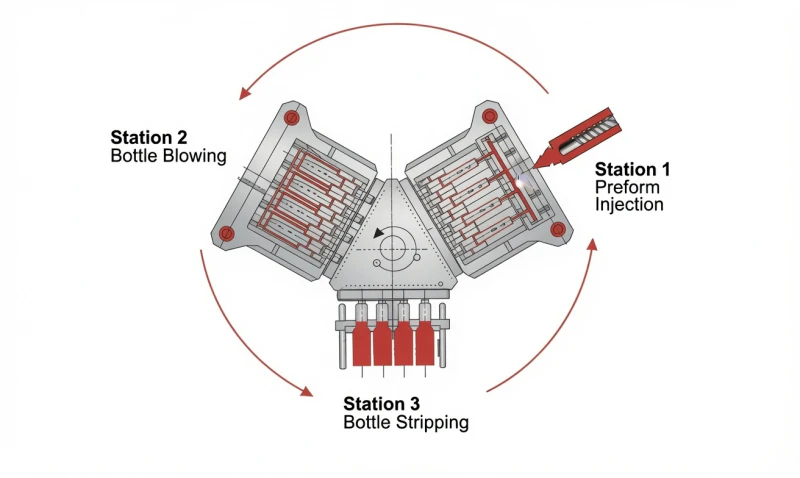
Station 1 — Injection
Molten resin is injected around the core pin inside a clamped injection cavity. The result is a precision-formed parison with the final neck thread already moulded in injection-quality accuracy. No pinch-off. No flash. The neck is finished and dimensionally exact from this single step.
Station 2 — Blowing
The still-hot parison on the core pin rotates into the blow cavity. Compressed air at 0.7 to 1.2 MPa inflates the parison radially outward against the cavity walls to form the final container body. No stretch rod — purely radial inflation by air pressure. Retained parison heat eliminates the need for reheating.
Station 3 — Stripping
The finished container is mechanically stripped from the core pin and conveyed downstream. While stripping occurs at Station 3, injection is simultaneously happening at Station 1 and blowing at Station 2 — all within the same 2.5 to 4 second cycle window.
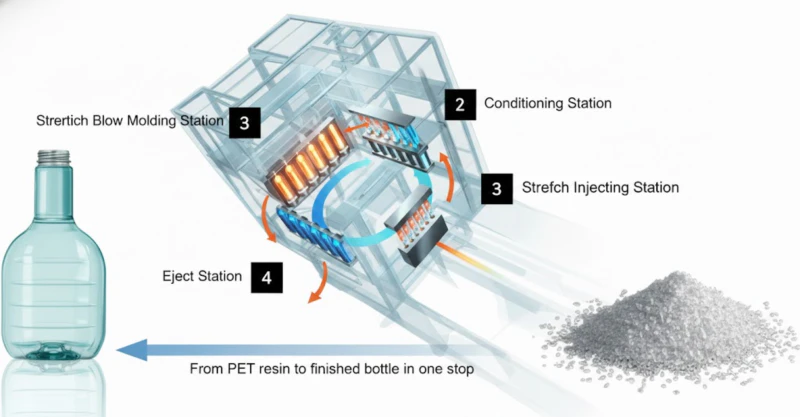
3. How ISBM Works: The Role of the Stretch Rod
Injection Stretch Blow Molding adds one mechanical element to the process that changes everything: the stretch rod. After the blow mould closes around the hot parison, a precision-ground steel rod is driven axially downward through the core pin channel — physically elongating the parison in the vertical direction. Only then does air pressure inflate it radially.
This two-axis stretching — axial from the rod, radial from air — is called bi-axial orientation. It is not merely a shape-forming step; it is a materials transformation that fundamentally changes the molecular structure of PET in ways that profoundly improve clarity, barrier performance, and mechanical strength.
Most one-step ISBM machines use a four-station rotary table rather than the three-station configuration of IBM machines. The additional station is a temperature conditioning station that equalises the parison temperature profile across its wall thickness before stretching — a critical step that determines whether the subsequent stretch produces uniform bi-axial orientation or uneven, stress-whitened sections.
Key structural difference: IBM uses a 3-station rotary table (injection, blow, strip). ISBM uses a 4-station rotary table (injection, temperature conditioning, stretch blow, ejection). This extra conditioning station is what allows ISBM to achieve consistent bi-axial orientation across the container wall — and is one reason why ISBM machines have slightly longer dry cycles than IBM machines at equivalent output.
4. The Science of Bi-Axial Orientation: Why It Matters for PET
To understand why ISBM produces superior PET containers in certain applications, it helps to understand what happens at the molecular level during bi-axial stretching.
In its natural amorphous state, PET polymer chains are arranged randomly — like a tangled ball of string. When the parison is stretched axially by the rod and then radially by air pressure, these polymer chains are forced to align in both directions simultaneously, creating a highly ordered two-dimensional network within the container wall. This ordered network has dramatically different physical properties from the tangled amorphous state:
+50%
Tensile Strength
Bi-axially oriented PET is significantly stronger in tension than amorphous PET at the same wall thickness.
-60%
CO2 Permeation
Oriented chain alignment blocks gas transmission pathways, dramatically improving CO2 and O2 barrier performance.
+40%
Drop Impact
Higher impact resistance per unit of wall mass — critical for beverage bottles subjected to filling line drops and consumer handling.
-30%
Wall Thickness
Improved strength allows walls to be reduced — typical 500 ml PET water bottle weighs 10 to 12 g vs 18 to 25 g for an IBM-produced equivalent.
These improvements are specific to PET — because PET’s crystallisation behaviour during stretch orientation produces the stable, optically clear crystalline network that delivers these benefits. PP, HDPE, LDPE, and PETG do not respond to bi-axial stretch in the same way, which is why ISBM is predominantly a PET process.

5. Key Differences: 10 Technical Dimensions Explained
Difference 1: The Stretch Rod — Present vs Absent
This is the defining mechanical difference. IBM machines have no stretch rod — the blow station simply directs compressed air through the core pin to inflate the parison. ISBM machines have a precision-ground steel stretch rod that travels axially through the parison at a controlled velocity and stroke length before air is introduced.
The stretch rod velocity, stroke length, and the ratio of axial stretch to radial air stretch (called the stretch ratio) are the critical ISBM process parameters that determine container quality. Typical ISBM stretch ratios are 2.5 to 3.0 times axial and 3.0 to 4.5 times radial for PET beverage containers.
Difference 2: Number of Rotary Table Stations
IBM machines use a 3-station rotary table (injection, blow, strip). One-step ISBM machines typically use a 4-station rotary table (injection, temperature conditioning, stretch blow, ejection). The additional conditioning station is essential for achieving uniform temperature distribution in the parison before stretching — a step that is not required in IBM because orientation is not the objective.
The 4-station architecture means ISBM machines are physically larger than IBM machines at equivalent platen sizes, and the additional station time contributes to slightly longer dry cycles per cavity compared to IBM.
Difference 3: Container Wall Properties
IBM produces containers with thick, uniform walls in their natural amorphous or semi-crystalline state. Wall thickness variation is typically within plus or minus 1 percent. ISBM produces thin, bi-axially oriented walls with higher strength-per-gram than IBM at equivalent container dimensions. For a 500 ml container, an IBM-produced PP bottle might have 18 to 25 g wall mass; an ISBM-produced PET equivalent might be 10 to 14 g — a 40 to 45 percent material saving per container.
This material saving is the economic engine of the global PET water bottle industry — where a saving of 2 g per bottle at 1 billion bottles per year represents 2,000 tonnes of PET and several million dollars in annual resin cost.
Difference 4: Minimum Container Size
IBM handles containers from 1 ml — including miniature eye drop vials, sample containers, and laboratory reagent bottles that require the smallest possible preforms. ISBM has a practical minimum of approximately 50 ml, because the stretch rod requires a minimum parison length and diameter to achieve the target stretch ratio without material failure. Below 50 ml, the stretch ratio geometry becomes impractical for ISBM.
For the entire 1 to 50 ml container range — which includes eye drops, nasal sprays, oral pharmaceutical drops, miniature cosmetic samples, and laboratory vials — IBM is the only injection blow molding option available.
Difference 5: Resin Compatibility
IBM processes the full range of container thermoplastics: PET, PP, HDPE, LDPE, PETG, PVC, and PS. ISBM is primarily a PET process. While ISBM of PP is technically possible in specific applications, HDPE, LDPE, PETG, and PVC cannot be processed by ISBM — these resins do not develop useful bi-axial orientation under ISBM stretch ratios and instead tear, stress-whiten, or fail structurally during stretching.
A buyer whose primary resin is PP, HDPE, or LDPE should not consider ISBM at all. IBM is the correct and only technically appropriate injection blow option for these resins.
Difference 6: Tooling Complexity and Cost
IBM mould tooling comprises three matched components per cavity: injection cavity, core pin, and blow cavity. ISBM tooling requires an additional stretch rod and rod actuator mechanism per cavity set. This additional hardware increases the per-cavity tooling cost for ISBM, makes cavity design more complex, and adds an additional process parameter (rod stroke and velocity) that must be optimised for each container.
For producers running multiple container SKUs with frequent mould changes, IBM’s lower tooling cost per changeover contributes meaningfully to total project economics, especially on short-run or speciality packaging projects.
Difference 7: Cycle Speed and Output Rate
IBM machines achieve the fastest one-step blow molding cycles available. Our all-electric ZQ60HE IBM machine achieves a 2.5-second dry cycle — producing up to 115,000 bottles per 24 hours on 30 ml pharmaceutical vials. Hydraulic IBM machines achieve 3.5 to 4 seconds. One-step ISBM machines typically achieve 4 to 8 seconds, reflecting the additional conditioning station and the longer stretch-blow phase required for bi-axial orientation development.
The IBM cycle speed advantage is most significant on small and medium containers (under 500 ml), where cooling time is short relative to dry cycle time and IBM’s faster rotary table indexing and simpler blow station contribute most to total cycle time reduction.
Difference 8: Container Shape Capability
IBM is optimised for round, symmetrical containers — the uniform radial air inflation delivers the most consistent wall distribution in rotationally symmetric bodies. Oval, rectangular, or complex non-round cross-sections are more difficult to produce consistently by IBM. ISBM handles non-round PET container cross-sections more readily because the stretch rod drives controlled axial elongation before radial expansion, giving more flexibility for complex body geometries.
For highly irregular container shapes in any resin, extrusion blow molding remains the most flexible process. Both IBM and ISBM have practical limits on non-round body geometries.
Difference 9: GMP and Clean-Room Suitability
Both IBM and ISBM are flash-free processes and therefore inherently cleaner than extrusion blow molding for regulated pharmaceutical and food applications. IBM has an additional advantage in the all-electric configuration (ZQ60HE): the complete elimination of hydraulic oil removes the single largest contamination risk in conventional blow molding production environments. All-electric IBM machines are the cleanest one-step blow molding technology available for GMP pharmaceutical production.
Most ISBM machines still use some hydraulic components for stretch rod actuation, even in servo-electric models. All-electric IBM eliminates every hydraulic circuit entirely.
Difference 10: One-Step vs Two-Step Options
Both IBM and ISBM are available as one-step integrated processes. However, ISBM also has a widely used two-step variant where preform injection and blow moulding are completely separate operations on separate machines, with preforms stored and reheated before blowing. IBM has no practical two-step variant — the IBM process relies on the parison retaining injection heat through blowing, and storing then reheating a thick-wall IBM parison is not efficient.
Two-step ISBM (also called reheat stretch blow molding, or RSBM) is the process used by the world’s largest PET water and CSD bottle producers, because decoupling preform production from blowing allows each step to be optimised independently at massive scale.
6. Resin Compatibility: Where Each Process Wins
| Resin | IBM | ISBM | Key Application |
|---|---|---|---|
| PET | Good | Excellent | IBM: pharmaceutical thick-wall PET. ISBM: water, CSD, juice, PET cosmetics. |
| PP | Excellent | Limited | IBM: pharmaceutical bottles, cosmetics, food. ISBM: rare specialty PP containers only. |
| HDPE | Excellent | Not suitable | IBM only: agrochemicals, household chemicals, industrial fluids. |
| LDPE | Excellent | Not suitable | IBM only: eye drops, nasal sprays, squeezable dropper bottles. |
| PETG | Excellent | Limited | IBM: luxury cosmetics, clear pharmaceutical jars where PET clarity is insufficient. |
| PVC | Good | Not practical | IBM: pharmaceutical liquid containers, clear medical device packaging. |

7. Container Quality Outcomes: IBM vs ISBM
Neck Thread Quality
Both IBM and ISBM produce neck threads to injection moulding tolerances — significantly more accurate than extrusion blow molding. There is no meaningful quality difference between IBM and ISBM neck finishes; both are suitable for CRC, tamper-evident, ROPP, dropper, and pump fitment closures.
PET Clarity
ISBM produces water-clear bi-axially oriented PET that is noticeably clearer than IBM-produced amorphous PET under equivalent conditions. For premium clear PET cosmetic packaging or any application where maximum optical clarity is a marketing requirement, ISBM is the superior choice. For pharmaceutical PET where clarity is adequate rather than maximum, IBM is appropriate.
Wall Thickness Uniformity
IBM achieves wall thickness variation within plus or minus 1 percent for round containers — superior to both EBM (plus or minus 10 to 20 percent) and ISBM (plus or minus 2 to 3 percent, which is stretch-ratio dependent). For applications requiring the most precise and consistent wall mass — critical pharmaceutical dosage volumes, fill-line accuracy, and label adhesion uniformity — IBM wall consistency is the benchmark.
Mechanical Strength per Gram
ISBM PET wins decisively on burst pressure resistance, CO2 barrier, and drop-impact strength per gram of wall material — the metrics that matter for carbonated beverage containers. IBM PP and HDPE win on chemical barrier, compressive top-load, and material compatibility for agrochemical and pharmaceutical applications where these properties are the primary requirements.
Bottom Quality
IBM containers have no bottom weld line — the bottom is formed as part of the blow cavity geometry with no pinch-off. This produces a smooth, strong, cosmetically superior bottle bottom compared to EBM. ISBM also produces a weld-line-free bottom. Both IBM and ISBM have this shared advantage over extrusion blow molding in bottom quality.
Surface Finish
Both IBM and ISBM produce containers with excellent surface finish — the internal surface of the blow cavity is replicated directly. IBM’s PP and PETG containers are prized in premium cosmetics for their high-gloss surface that does not require flame treatment or coating. ISBM PET containers can achieve glass-like optical surfaces that are the standard for premium water and beverage packaging.
8. Machine Platforms: IBM and ISBM Options Available
IBM Machines — Hydraulic and All-Electric
Our ZQ-series IBM machines cover the full range from compact entry-level to maximum-tonnage industrial platforms. All use the three-station rotary IBM process; the key variable is injection clamping force, platen size, and drive technology:
| Model | Drive | Clamp | Platen | Dry Cycle | Best For |
|---|---|---|---|---|---|
| ZQ40 | Hydraulic | 400 KN | 480×340 mm | 3.5 s | Pharma vials, cosmetics (1 to 1,500 ml) |
| ZQ60 | Hydraulic | 600 KN | 600×390 mm | 4 s | Mid-large food and agrochem (1 to 2,000 ml) |
| ZQ80 | Hydraulic | 800 KN | 800×400 mm | 4 s | High-cavity industrial (1 to 2,000 ml) |
| ZQ110 | Hydraulic | 1,100 KN | 1,100×460 mm | 4 s | Max-cavity industrial (1 to 2,000 ml) |
| ZQ135 | Hydraulic | 1,350 KN | 1,300×500 mm | 4 s | Peak-output industrial (1 to 2,000 ml) |
| ZQ60HE | All-Electric | 400 to 800 KN | 600×420 mm | 2.5 s | GMP pharma, high-speed, energy-saving |
ISBM Machines — Fully Electric and Fully Servo
Our one-step ISBM machines are available in two all-modern drive configurations: fully electric and fully servo. Both use the four-station rotary table architecture with stretch rod actuation for bi-axial PET orientation.

.webp)
9. Which Process for Which Industry?
.webp)
10. Selection Framework: How to Choose Between IBM and ISBM
Use this framework to arrive at a clear process selection decision. Work through the questions in order:
Is your primary resin PP, HDPE, LDPE, PETG, or PVC?
Yes — IBM is your process. These resins cannot be effectively ISBM-processed. Stop here.
Is your container under 50 ml?
Yes — IBM is your process. ISBM cannot practically produce containers under 50 ml. Stop here.
Is your PET container a carbonated beverage, water, or juice bottle requiring CO2 barrier?
Yes — ISBM is your process. Bi-axial PET orientation is required for CO2 barrier performance. Stop here.
Does your PET container require water-clear, glass-like transparency as a core marketing attribute?
Yes — ISBM is preferred for maximum PET clarity. No — IBM is appropriate and lower cost for pharmaceutical or food-grade PET where good (not maximum) clarity is sufficient.
Is GMP clean-room compatibility or zero hydraulic oil a requirement?
Yes — all-electric IBM (ZQ60HE) is the optimal choice. It is the only injection blow molding architecture with zero hydraulic oil in the machine.
Is maximum output speed for small containers (under 500 ml) the top priority?
Yes — ZQ60HE all-electric IBM at 2.5 s dry cycle delivers the highest output in its class, outperforming all one-step ISBM machines at equivalent container size and cavity count.
Need help deciding? Contact our engineering team with your container drawing, resin specification, and target annual volume. We will provide a written process recommendation — IBM or ISBM — with supporting technical rationale and a factory-direct machine quote, within 24 hours. There is no cost or commitment for this assessment.
11. Frequently Asked Questions
Q: Can IBM produce the same clarity of PET container as ISBM?
No. IBM-produced PET is amorphous and has measurably lower optical clarity than ISBM bi-axially oriented PET. For applications where optical clarity is a primary requirement — premium clear cosmetic PET, transparent beverage containers, or any container where the product colour must be visible through the bottle wall — ISBM produces the superior result. IBM-produced PET is acceptable for pharmaceutical applications where clarity is a secondary specification rather than a primary marketing attribute.
Q: Why does ISBM use four stations instead of three?
The fourth station in ISBM is a temperature conditioning station that equalises the parison temperature profile before stretching. After injection at Station 1, the parison has temperature gradients across its wall thickness — the inner surface near the core pin cools faster than the outer surface. If stretched without conditioning, these gradients produce uneven orientation, stress whitening, and variable wall thickness. The conditioning station brings the entire parison wall to a uniform, optimal stretching temperature before the stretch blow station, ensuring consistent bi-axial orientation. IBM does not need this station because it does not stretch the parison.
Q: Which process is more energy-efficient?
All-electric IBM (ZQ60HE) is the most energy-efficient one-step blow molding technology available, running at 15 to 25 percent of installed power. Hydraulic IBM runs at 52 to 70 percent. One-step ISBM machines with hydraulic components run at 40 to 65 percent of installed power. On an energy-per-bottle basis, the comparison depends on cycle time and output rate — all-electric IBM’s 2.5-second cycle means each bottle requires machine power for a shorter time, further reducing energy-per-unit.
Q: Is it possible to convert an IBM machine to ISBM by adding a stretch rod?
No. Converting an IBM machine to ISBM is not a viable field modification. The machines require different blow station designs (including stretch rod actuator, rod guide, and synchronised rod-and-air timing), a different number of rotary table stations (3 vs 4), different core pin geometry to accommodate the stretch rod channel, different parison length-to-diameter ratios, and different mould tooling. IBM and ISBM machines must be selected and specified as distinct platforms at the procurement stage.
Q: What is the typical payback period for IBM vs ISBM investment?
Payback period depends on production volume, container selling price, and resin cost. IBM typically offers faster payback for PP, HDPE, LDPE, and PETG applications due to lower machine capital cost, lower tooling cost per SKU, and the absence of the ISBM premium associated with PET-specific machine features. For high-volume PET beverage containers where material weight reduction of 30 to 45 percent per bottle translates into large resin cost savings, ISBM’s higher capital cost can be recovered in 2 to 4 years at sufficient production volumes. Our team provides project-specific ROI analysis on request.
12. Conclusion
The difference between injection blow molding and injection stretch blow molding is not a matter of one process being better than the other — it is a matter of which process is right for your specific resin, container, and application.
Summary: When to Choose Each Process
Choose IBM when:
- Resin is PP, HDPE, LDPE, PETG, or PVC
- Container is under 50 ml (any resin)
- Thick-wall or controlled-wall containers needed
- GMP clean-room or zero-oil production required
- Maximum output speed for small containers
- Lower tooling cost per SKU is a priority
Choose ISBM when:
- Resin is PET and CO2 barrier is required
- Maximum PET clarity is a core requirement
- Minimum bottle weight / wall thinning is needed
- Container is water, CSD, juice, or edible oil PET
- Premium clear PET cosmetic packaging
- 50 ml to 5 L PET container range
Both IBM and ISBM machine ranges are available from us, factory-direct, with full engineering, mould design, and after-sales support. If your product line spans both process categories — for example, PP cosmetic bottles and PET beverage containers — we can supply both machine types as part of a coordinated production investment.
Get a Free Process Recommendation and Machine Quote
Send us your container drawing, resin specification, and target volume. Our engineering team will recommend IBM or ISBM with full technical rationale and a factory-direct machine quote — within 24 hours.

























