How All-Electric Drive Architecture Solves the Three Core GMP Challenges of Pharmaceutical IBM Container Production — and Why the Switch from Hydraulic Changes Everything for Clean-Room Compliance
Pharmaceutical container manufacturing has a contamination problem that conventional hydraulic IBM machines were not designed to solve. Hydraulic systems circulate mineral oil at pressures exceeding 14 MPa through cylinders, hoses, and valve manifolds positioned directly above and around the mould cavity area. Seals weep. Fittings develop micro-leaks. Under high cycle loads, hydraulic oil reaches container surfaces and production environments in ways that are difficult to detect, harder to document, and impossible to fully engineer out — all while FDA investigators and EU GMP auditors look for exactly this category of finding.
All-electric IBM machines resolve this at the architecture level. No hydraulic oil means no hydraulic oil contamination risk — not managed, not mitigated, but eliminated. This guide explains how all-electric IBM drive technology works, what it delivers for GMP clean-room pharmaceutical packaging, and why the ZQ60HE is the reference platform for pharmaceutical IBM operations worldwide.
1. The Hydraulic Oil Problem in Pharmaceutical IBM

A standard hydraulic IBM machine contains between 150 and 400 litres of mineral hydraulic oil. This oil is under continuous high pressure (typically 10 to 16 MPa) and circulates through a system of hoses, cylinders, proportional valves, and manifolds during every production cycle. In a pharmaceutical clean-room, this creates four distinct contamination routes that no maintenance programme fully eliminates:
Cylinder Rod Seal Weeping
Rod seals on clamping and injection cylinders gradually weep oil onto the rod surface during normal operation — not a leak, not a failure, simply normal seal behaviour under cyclic pressure. Over shift-length production runs, this oil drips onto machine surfaces and the area below the clamping assembly, adjacent to the mould zone.
High-Pressure Oil Mist
At 14 MPa system pressure, even a pin-hole fitting imperfection or a momentary pressure surge generates oil aerosol. Oil mist at this particle size (1 to 10 micrometres) travels metres from the source point, settling on container surfaces, mould tooling, and production surfaces well beyond the visible leak location.
Hose Fitting Micro-Leaks
Hydraulic hose fittings under the cyclic pressure loading of IBM production (millions of pressure cycles per year) develop micro-leaks that are invisible to scheduled visual inspection but deposit residual oil film on machine frame surfaces over time.
Valve Body Seepage
Proportional valve O-ring and spool seals operating at elevated temperature seep trace oil through bore clearances, depositing a progressive oil film on the valve manifold and machine frame surfaces positioned directly above the mould clamping area.
The regulatory consequence: FDA pre-approval inspection (PAI) findings and EU GMP deficiency reports include documented cases of hydraulic oil contamination at pharmaceutical packaging operations. When an investigator asks “how do you control hydraulic oil contamination risk at your IBM machines?” the acceptable answer is a documented risk assessment with preventive maintenance records. The better answer — and the one that closes the audit finding permanently — is “this machine has no hydraulic oil.”
2. How All-Electric IBM Drive Technology Works
In a hydraulic IBM machine, every mechanical motion — injection, clamping, table index, blow, stripping — is driven by a hydraulic cylinder or hydraulic motor connected to a central power unit. In an all-electric IBM machine, every motion is driven by an independent servo motor with precision position and force feedback. The servo motor drives a ball screw or precision gearbox that converts rotary servo motion into the linear or rotary movement required for each machine function.
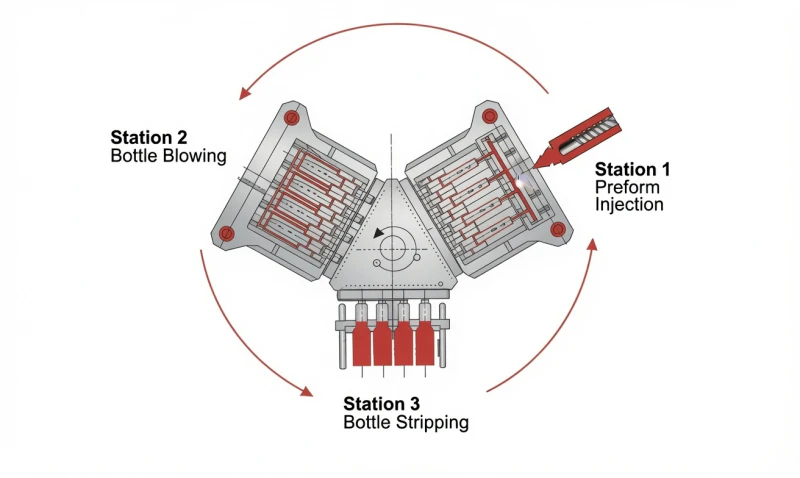
The ZQ60HE uses six independent servo motor drives covering all machine motion axes. Each servo motor is sized to its specific load demand and operates only when its axis is moving — unlike hydraulic systems where the pump runs continuously at full pressure regardless of whether any axis is moving:
Injection Screw Drive
Drives screw rotation during plasticisation. Servo control provides closed-loop back pressure regulation to plus or minus 0.05 MPa — compared to plus or minus 0.5 MPa for hydraulic back pressure control. Consistent back pressure is the primary driver of shot weight repeatability.
Injection Linear Drive (Ball Screw)
Drives screw forward for injection and hold phases via precision ball screw. Servo position feedback provides injection stroke repeatability to 0.01 mm — enabling consistent parison fill volume across all cavities and all cycles through the production shift.
Clamping Servo Drives (x2, Opposing)
Two opposing servo motors drive the injection clamp and blow clamp independently. Clamping force is set by servo torque limit — not by hydraulic pressure — allowing precise, repeatable clamping force from 400 to 800 KN without requiring physical mechanical adjustment. Recipe-stored clamping force values are recalled at container changeover.
Table Index Servo Torque Motor
Direct-drive servo torque motor rotates the three-station table between positions. Servo positioning to 0.01-degree accuracy ensures the core pin array aligns precisely to each station cavity at every cycle — critical for parison transfer accuracy and container neck concentricity.
Stripping / Ejection Servo
Controls container stripping force and speed from the blow cavity at Station 3. Servo-controlled ejection allows gentle, programmable stripping force for thin-wall pharmaceutical containers (LDPE eye drops, PP oral vials) that would be damaged by the fixed-force hydraulic stripping of conventional machines.
The servo system architecture means every motion on the ZQ60HE is independently programmable, independently monitored, and independently logged. Every clamping force, every injection stroke, every cycle time is a data point captured by the PLC — and every data point is available for batch record documentation without any additional instrumentation.
3. The Three GMP Advantages of All-Electric IBM
4. ZQ60HE: Architecture and Performance Specifications
The ZQ60HE is the all-electric member of the ZQ-series IBM machine range. Its mechanical frame is sized identically to the ZQ60 hydraulic machine — the same platen area, the same mould interface dimensions, the same three-station rotary layout — but every hydraulic element is replaced by servo motor drives:
| Specification | ZQ60HE (All-Electric) | ZQ60 (Hydraulic) | Pharma Significance |
|---|---|---|---|
| Clamping force | 400 to 800 KN (variable, recipe) | 600 KN (fixed) | Variable clamping allows one machine to run multiple pharmaceutical container types at optimised clamping force per product; no mechanical adjustment between batches |
| Max shot weight | 280 to 360 g | 260 to 383 g | Sufficient for PP or LDPE multi-cavity pharmaceutical container moulds across the 5 to 500 ml container range |
| Platen size | 600 x 420 mm | 600 x 390 mm | ZQ60HE platen is marginally larger than ZQ60 — accommodates higher cavity count pharmaceutical moulds of the same container format |
| Dry cycle time | 2.5 seconds | 4.0 seconds | 37% faster dry cycle directly translates to higher daily output at equivalent cavity count — typically 30 to 40% more containers per day vs hydraulic ZQ60 |
| Shot weight repeatability | Plus or minus 0.1% | Plus or minus 1 to 2% | 10 to 20x tighter shot repeatability directly supports tighter container weight IPC specifications and reduces container weight out-of-specification reject rate |
| Hydraulic oil | Zero — none in machine | 150 to 250 litres | The primary GMP differentiator for pharmaceutical clean-room applications |
| Noise level | 55 to 65 dB | 72 to 80 dB | Clean-room personnel comfort; also reduces HVAC load demand in enclosed pharmaceutical production areas |
| Rated power | approx 94 KW installed | 37 KW installed | Installed power is higher for all-electric, but actual consumption (demand load) is typically 40 to 55% lower because servo motors draw power only during their active motion phase |
| Machine weight | 6.0 T | 5.0 T | Slightly heavier due to servo motor assemblies vs hydraulic cylinders; verify floor load rating in clean-room installation design |
5. Process Precision: Shot Repeatability and Cycle Control

Shot weight repeatability is the single most important process metric in pharmaceutical IBM production. Container weight directly reflects wall thickness consistency, which determines container integrity, closure torque performance, and — for flexible containers like LDPE eye drop vials — squeeze force and drop volume consistency. The difference between all-electric and hydraulic IBM shot repeatability is substantial:
Why Servo Injection Delivers Plus or Minus 0.1% Shot Repeatability
The injection ball screw encoder tracks screw position to 0.01 mm. The injection stroke ends at exactly the same screw position every cycle — no hydraulic pressure variation, no valve response lag, no oil compressibility effect on stroke termination. Every shot deposits exactly the same melt volume into the cavity.
Screw back pressure during plasticisation is controlled by servo motor torque to plus or minus 0.05 MPa. Consistent back pressure produces consistent melt density in the barrel — eliminating the melt density variation caused by hydraulic back pressure fluctuation that is the second major source of shot weight variation in hydraulic machines.
Hold pressure profile is executed by servo motor force control — the pressure versus time curve is reproducible to within 0.1 MPa cycle to cycle. In hydraulic systems, hold pressure accuracy depends on proportional valve calibration and hydraulic oil temperature stability, both of which drift over production shifts.
The practical result: a pharmaceutical IPC specification that allows container weight variation of plus or minus 3 percent generates fewer rejections on an all-electric ZQ60HE (operating at plus or minus 0.1 percent) than on a hydraulic machine (operating at plus or minus 1 to 2 percent). Some pharmaceutical customers have been able to tighten their IPC weight specifications from plus or minus 3 percent to plus or minus 1.5 percent after switching to all-electric IBM — reducing the grey-zone containers that require investigation and disposition without reducing batch acceptance rates.
6. Energy Efficiency: Clean-Room Operating Cost
Clean-room operation is expensive. HVAC systems that maintain ISO 7 or ISO 8 cleanroom conditions consume significant energy, and any heat-generating equipment inside the clean-room — including IBM machines — adds directly to the HVAC load required to maintain temperature and humidity within specification. Reducing machine heat generation reduces HVAC load, which reduces clean-room operating cost.
Hydraulic IBM: Continuous Heat Generation
The hydraulic power unit pump runs continuously at full pressure (10 to 16 MPa) throughout the production shift — even during the dwell periods when no machine axis is moving. This continuous full-power operation generates heat proportional to pump displacement and pressure, typically adding 15 to 25 KW of continuous heat to the clean-room environment.
Estimated consumption: 37 KW average demand
At 8,000 hours annual operation = 296,000 KWh/year
All-Electric IBM: On-Demand Power Only
Servo motors draw power only when their respective axis is in motion. During the injection dwell, the injection servo is active; during cooling, all axes are idle and power demand drops to near zero. Only barrel heaters maintain continuous load. Peak demand is high; average demand across the cycle is typically 40 to 55 percent lower than the equivalent hydraulic machine.
Estimated consumption: approx 20 KW average demand
At 8,000 hours annual operation = 160,000 KWh/year
Annual saving at industrial electricity rate: 136,000 KWh/year x USD 0.12/KWh = approximately USD 16,300 per machine per year in direct electricity saving. For a 4-machine pharmaceutical IBM line, this represents approximately USD 65,000 in annual electricity cost reduction — before accounting for the HVAC load reduction benefit of lower machine heat generation in the clean-room environment.
7. Clean-Room Integration: Installation and Qualification
Installing a ZQ60HE all-electric IBM in a pharmaceutical clean-room requires planning in three areas that differ from non-clean-room IBM installation:
Electrical Supply
The ZQ60HE requires a 3-phase 380V (or 415V) supply with a 125A minimum circuit breaker capacity for the servo drive system. Installed power is approximately 94 KW, but peak demand during high-load motion phases can exceed this briefly. A power quality analyser should confirm supply voltage stability (within plus or minus 5%) before machine installation, as servo drive performance is sensitive to supply voltage fluctuation. Clean-room electrical penetrations must be sealed to maintain room pressure differential.
Cooling Water
The ZQ60HE requires chilled water supply (10 to 18 degrees C recommended for pharmaceutical production; 8 to 12 degrees C for LDPE ophthalmic containers requiring short cooling cycles) at approximately 40 to 60 L/min flow rate. Cooling water connections to the machine must use pharmaceutical-grade fittings and piping to prevent corrosion particulate generation inside the clean-room. A closed-loop chiller system with conductivity monitoring is recommended to prevent biological growth in the cooling circuit.
Compressed Air
Blow air supply must be pharmaceutical-grade compressed air: oil-free compressor, HEPA filtration to 0.01 micrometres, and regular microbial monitoring. Blow air passes through the core pin and directly into the container interior — any oil, particulate, or microbial contamination in the blow air directly contaminates the container bore. Oil-free compressed air is non-negotiable for pharmaceutical IBM regardless of machine type (electric or hydraulic), but is especially important to verify given that hydraulic machines have been operated with inadequate compressed air quality historically.
IQ / OQ / PQ Qualification
The ZQ60HE’s servo-based architecture simplifies IQ/OQ/PQ in pharmaceutical validation. IQ documentation is provided by the machine supplier at delivery: machine configuration record, utility connection specification, servo motor certificates, and instrument calibration certificates. OQ is supported by the machine’s built-in PLC diagnostics — every servo axis can be exercised through its full range and verified against specification directly from the HMI without additional instrumentation. PQ runs standard production batches with statistical container sampling. Our team provides IQ documentation and OQ protocol templates for pharmaceutical customers at machine delivery.
8. Side-by-Side Comparison: All-Electric vs Hydraulic IBM for Pharma
| Criterion | All-Electric IBM (ZQ60HE) | Hydraulic IBM (ZQ60) | Winner |
|---|---|---|---|
| Hydraulic oil risk | Zero — no oil in machine | 150 to 250 L mineral oil | Electric |
| Shot repeatability | Plus or minus 0.1% | Plus or minus 1 to 2% | Electric |
| Dry cycle time | 2.5 seconds | 4.0 seconds | Electric |
| Energy consumption | approx 20 KW avg demand | approx 37 KW avg demand | Electric |
| Noise level | 55 to 65 dB | 72 to 80 dB | Electric |
| Electronic batch records | Fully integrated, all axes | Partial — requires add-on sensors | Electric |
| Clamping force range | 400 to 800 KN variable | 600 KN fixed | Electric |
| Mould compatibility | ZQ60 moulds compatible | ZQ60HE moulds compatible | Equal |
| Capital cost | Higher (servo premium) | Lower | Hydraulic |
| Maintenance complexity | Lower — no hydraulic consumables | Higher — oil changes, seal inspection | Electric |
| GMP audit position | Strongest — no oil contamination risk | Requires documented risk management | Electric |
The higher capital cost of all-electric IBM is typically recovered within 18 to 36 months through electricity savings, reduced maintenance cost, and avoidance of hydraulic-related production quality incidents. For new pharmaceutical packaging lines, the GMP compliance benefit alone typically justifies the all-electric selection before any financial analysis is required.
9. Frequently Asked Questions
Q: Can existing ZQ60 hydraulic moulds be used directly on the ZQ60HE all-electric machine?
Yes, with no modification required in the majority of cases. The ZQ60HE mould interface (platen hole pattern, injection nozzle contact, blow air connection, cooling water connections) is designed to be compatible with ZQ60 hydraulic machine moulds. The ZQ60HE’s marginally larger platen (600 x 420 mm vs 600 x 390 mm) accommodates all ZQ60 mould footprints and can additionally accommodate slightly larger mould assemblies. Pharmaceutical producers upgrading from ZQ60 to ZQ60HE can transfer their validated mould tooling directly — a significant advantage that avoids new mould qualification costs and timeline.
Q: Does upgrading from hydraulic to all-electric IBM require re-validation of the pharmaceutical container product?
This is a regulatory change management question that the pharmaceutical manufacturer must assess under their change control procedure. In principle, a machine type change (hydraulic to all-electric IBM) is a manufacturing process change that must be evaluated for potential impact on the container CQAs (weight, dimensions, extractables profile). In practice, all-electric IBM produces containers from identical resin through identical mould tooling — the container is the same object produced by a more precise process. Most pharmaceutical manufacturers classify this as a minor change requiring comparative container testing (weight distribution, dimensional sampling, extractables study comparison) but not requiring a new drug regulatory submission. Your regulatory affairs team should confirm the appropriate classification under the applicable filing basis and regulatory jurisdiction.
Q: Is the ZQ60HE the only all-electric model in the ZQ range, or are larger all-electric machines available?
The ZQ60HE is currently the all-electric model in the ZQ series. The ZQ40, ZQ80, ZQ110, and ZQ135 are available as hydraulic machines. For pharmaceutical production requirements that exceed the ZQ60HE capacity (containers above 500 ml, or cavity counts requiring more than 800 KN clamping at the upper end of the variable range), the hydraulic ZQ80 with a comprehensive hydraulic oil management programme is the current option. Contact our engineering team for information on the availability of all-electric configurations at larger frame sizes for specific project requirements.
Q: What pharmaceutical container types is the ZQ60HE specifically suited for?
The ZQ60HE covers all pharmaceutical IBM applications in the 1 to 500 ml container range: LDPE ophthalmic eye drop vials (5 to 15 ml), oral liquid PP bottles (50 to 500 ml), PP tablet and capsule containers (up to approximately 300 ml at typical pharmaceutical wall thicknesses), nasal spray squeeze bottles (10 to 30 ml), oral drop dispensers (10 to 30 ml), and specialty pharmaceutical containers. The variable clamping force from 400 to 800 KN allows the same machine to run a 5 ml 12-cavity LDPE eye drop mould (requiring approximately 400 KN) and a 500 ml 4-cavity PP tablet bottle mould (requiring approximately 700 KN) by recalling the saved recipe — without any physical mechanical change between production batches.
10. Conclusion
For pharmaceutical clean-room IBM container production, all-electric drive architecture is not a luxury specification — it is the correct engineering choice. The combination of zero hydraulic oil, plus or minus 0.1 percent shot repeatability, 2.5-second dry cycle, fully integrated electronic batch records, and quiet low-heat clean-room operation makes the ZQ60HE the reference platform for pharmaceutical IBM worldwide.
The capital cost premium over hydraulic IBM is recovered within 18 to 36 months through electricity savings and maintenance cost reduction alone. The GMP compliance benefit — the ability to answer any audit question about hydraulic oil contamination risk with “this machine contains no hydraulic oil” — is unquantifiable in financial terms but valuable in every regulatory interaction.
Whether you are specifying a new pharmaceutical IBM line, upgrading an existing hydraulic operation to meet tightening GMP requirements, or evaluating machine options for a new container product launch, the ZQ60HE all-electric IBM should be the starting point for your evaluation. Our engineering and regulatory documentation team supports pharmaceutical customers through machine specification, clean-room installation planning, IQ/OQ/PQ qualification, and ongoing production optimisation.
ZQ60HE Pharmaceutical IBM Inquiry
Share your pharmaceutical container requirements — container type, resin, volume range, cavity count, and annual production target. We return a complete machine specification, clamping force calculation, output projection, and IQ/OQ/PQ documentation package within 24 hours.

























