From Small-Animal Antibiotic Suspensions to Large-Animal Drench Bottles — How IBM Delivers the Chemical Resistance, Dosing Precision, and High-Volume Output That Veterinary Pharmaceutical Packaging Requires
Veterinary pharmaceutical packaging sits at the intersection of two demanding industries: it must meet pharmaceutical-grade container quality standards — chemical compatibility with active veterinary ingredients, dimensional consistency for closure and dosing accessory engagement, and traceability documentation for regulatory submission — while simultaneously handling the physical demands of agricultural and clinical veterinary environments where containers are handled roughly, exposed to field conditions, and must dispense accurately over a wide volume range from a few millilitres for companion animal doses to several litres for large-animal drenching.
Injection blow molding covers the full range. IBM produces both the small PP oral solution bottle for companion animal antibiotics and the large HDPE drenching bottle for cattle and sheep anthelmintics — the same process architecture, the same injection-precision neck threads, the same flash-free container quality, scaled across a container range from 30 ml to 2,000 ml. This guide covers the complete IBM specification for veterinary oral solution and drenching bottle production.
1. Veterinary Oral Liquid Market: Two Distinct Container Categories
The veterinary oral liquid packaging market divides cleanly into two categories with different container design requirements, resin choices, and IBM process considerations:
Why IBM serves both categories: IBM’s scalability from 30 ml companion animal bottles (ZQ40 machine, 6 to 8 cavities, PP resin) to 2,000 ml cattle drench containers (ZQ110 machine, 2 cavities, HDPE resin) is a unique operational advantage for veterinary pharmaceutical container manufacturers who supply both companion animal and large animal markets. The same machine platform — different moulds and resins — covers the full veterinary portfolio, allowing manufacturers to consolidate IBM machine investment across both product categories.
2. Resin Selection: PP for Small Animal, HDPE for Large Animal
Veterinary pharmaceutical containers use the same two primary IBM resins as agrochemical and human pharmaceutical packaging, but with veterinary-specific selection rationale:
| Property | PP (Companion Animal) | HDPE (Large Animal Drench) | Veterinary Significance |
|---|---|---|---|
| Chemical resistance (solvent-based drench) | Moderate | Excellent | Anthelmintic drench solutions use aromatic/glycol-ether solvents that permeate PP but are resisted by HDPE’s non-polar crystalline structure |
| Regulatory compliance (vet pharma) | USP 661 / EP 3.1.3 | USP 661 / EP 3.1.2 | Both have established pharmacopoeial frameworks for veterinary use; PP is standard for oral route; HDPE for pour-on and drench |
| Drop impact resistance (field handling) | Good | Excellent (especially at thick wall) | Drench bottles are dropped onto concrete yards, trailers, and pasture ground regularly — HDPE’s toughness at 1.5 to 3.0 mm walls is critical |
| Transparency / clarity | Semi-transparent to clear (clarified grades) | Translucent (natural); opaque (coloured) | PP allows fill-level visual check for companion animal doses; HDPE drench bottles are typically coloured for product identification |
| IBM processing temperature | 210 to 240 degrees C | 170 to 220 degrees C | HDPE processes at lower temperature — faster warm-up, less energy per cycle, shorter cycle time at equivalent wall thickness |
| ESCR (surfactant formulations) | Moderate — verify per formulation | Excellent (high-ESCR grades F20 greater than 1,000 h) | Drench adjuvant systems containing surfactants require HDPE with documented ESCR values; PP stress-cracks faster with certain adjuvants |
| Container size range (IBM) | 30 to 500 ml | 250 to 2,000 ml | PP covers all companion animal oral solution formats; HDPE covers the large-animal drench and pour-on range |
Veterinary-grade resin vs commodity resin: Veterinary pharmaceutical containers, like human pharmaceutical containers, must use resins with documented pharmacopoeial compliance (USP 661, EP 3.1.2 / 3.1.3) and full additive disclosure. Some veterinary markets accept containers produced to food-contact resin standards (FDA 21 CFR 177.1520 for PP, 177.1520 for HDPE) rather than full pharmacopoeial testing — but this depends on the regulatory pathway for the specific veterinary medicinal product (VMP) and the target country. Confirm the applicable container standard with the marketing authorisation holder before specifying the resin grade and documentation package.
3. Container Formats, Volumes, and Dosing Fitment Standards
.webp)
| Application | Volume | Resin | Neck Format | Dosing Accessory |
|---|---|---|---|---|
| Companion animal antibiotic suspension | 30 to 100 ml | PP (amber or clear) | 20/410 or 24/410 | Oral syringe adaptor (5 ml, 10 ml); measuring cap |
| Companion animal dewormer liquid | 50 to 150 ml | PP (clear) | 24/410 or 28/410 | Oral dosing syringe; press-in adaptor |
| Cat / small dog vitamin supplement | 50 to 250 ml | PP (amber) | 28/410 or 28/415 | Measuring cap; CRC cap where required by poison classification |
| Pig / poultry water medication | 250 to 500 ml | PP or HDPE | 28/415 or 33/400 | Screw-on measuring cup; pump dispenser |
| Sheep / cattle anthelmintic drench | 500 to 1,000 ml | HDPE | 28/415 or 38/400 | Drenching gun adaptor; pour-spout insert |
| Cattle mineral / vitamin supplement | 1,000 to 2,000 ml | HDPE | 38/400 or 45/400 | Wide-mouth drenching gun; pump dispenser for herd treatment |
Oral Syringe Adaptor Compatibility — Critical for Companion Animal Dosing
The oral syringe adaptor is the primary dosing accessory for companion animal veterinary oral solutions. It is a plastic insert press-fitted into the bottle neck that accepts a standard oral syringe (5 ml, 10 ml, or 20 ml barrel diameter) for accurate volume withdrawal. IBM bottle neck inner diameter must match the adaptor’s fitment specification to within plus or minus 0.2 mm across all production cavities. The most common adaptor sizes and their IBM neck inner diameter requirements are:
20/410
Inner dia: 15.0 to 15.5 mm
For 5 ml oral syringe
Small cat/dog doses
24/410
Inner dia: 19.0 to 19.5 mm
For 10 ml oral syringe
Standard companion animal
28/410
Inner dia: 23.0 to 23.5 mm
For 20 ml oral syringe
Medium dog / cat doses
38/400
Inner dia: 31.5 to 32.0 mm
Drenching gun fitment
Large animal applications
4. Drenching Bottle Engineering: Large-Volume HDPE IBM Design
The drenching bottle is the most physically demanding veterinary container produced by IBM. Unlike companion animal oral solution bottles used in controlled clinic environments, drenching bottles are used in open-field agricultural settings — loaded onto drenching guns, carried across pasture, set down on wet concrete and soil, and exposed to temperature extremes. IBM drenching bottle design must address these field conditions directly:
Wall Thickness for Impact Resistance
HDPE drenching bottles require minimum body wall thickness of 1.5 mm for 500 ml containers and 2.0 to 2.5 mm for 1,000 to 2,000 ml containers. The base and shoulder zones — the primary impact points in drop events — should be the thickest regions. IBM parison design can be tuned to increase parison wall in the base zone (by adjusting hold pressure and cooling time) to produce a slightly thicker base wall. This thickness distribution is more consistent in IBM than in EBM, where pinch-off weld geometry affects base thickness independently of the parison design.
Drenching Gun Neck Geometry
The drenching gun coupler is a rigid plastic or stainless steel push-on fitting that connects the drenching gun barrel to the bottle neck. The neck must provide a secure, leak-free connection under the 50 to 200 kPa pressure generated when the drenching gun handle is operated. IBM’s injection-moulded neck provides the dimensional precision and wall thickness at the neck that the drenching gun coupler requires. The standard push-on drenching gun coupler engages an external neck bead or thread feature — IBM forms this feature precisely in the injection cavity, with no variation from EBM’s less controlled neck formation.
Colour Coding by Formulation Type
Large-animal veterinary products use colour-coded containers to allow rapid identification in field conditions where labels may be partially obscured by mud, dust, or wear. Common colour conventions in the veterinary drench market include: blue for anthelmintics, red for liver fluke treatments, green for mineral supplements, and white or natural HDPE for multi-use or unlabelled bulk containers. HDPE masterbatch colouring in IBM containers provides consistent colour distribution through the full wall thickness — no surface-only coating that could wear off in field conditions.
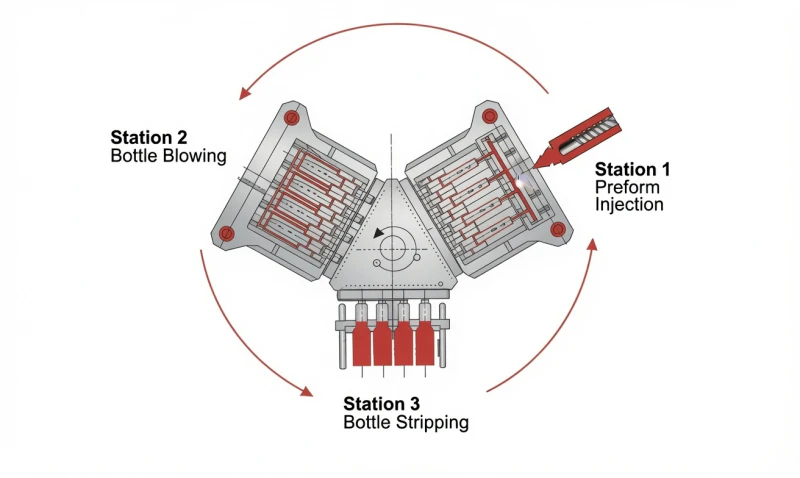
Tamper-Evidence and Dosing Graduation
Many veterinary drenching containers include moulded-in graduated volume markings on the container body to allow visual confirmation of remaining dose volume. IBM blow cavities can incorporate moulded-in graduation ribs or embossed volume indicators as part of the blow cavity design — these are reproduced consistently across all cavities and across all production cycles since they are cavity features, not post-moulding printing. Screw-on tamper-evident bands engage the neck thread formed at Station 1 to the same CRC/TE standards used in human pharmaceutical packaging.
5. IBM Process Parameters for Veterinary Containers
| Parameter | PP — 100 ml Companion Animal | HDPE — 1,000 ml Drench | Process Note |
|---|---|---|---|
| Barrel Zone 1 | 185 degrees C | 160 degrees C | HDPE processes at significantly lower temperature than PP across all zones |
| Nozzle zone | 220 to 230 degrees C | 185 to 200 degrees C | HDPE lower nozzle temp = shorter warm-up, less energy, lower degradation risk |
| Injection pressure | 80 to 100 MPa | 90 to 115 MPa | Large 1,000 ml HDPE parison requires higher injection pressure to fill thick neck sections |
| Hold pressure / time | 55 MPa / 2.0 s | 70 MPa / 3.5 s | HDPE has higher mould shrinkage (1.5 to 3.0%) requiring longer hold to prevent under-weight parison |
| Cooling time (injection) | 2.5 s | 4.0 to 5.0 s | Thick HDPE drench neck cools more slowly than PP oral solution neck at same dimensions |
| Blow pressure | 0.6 to 0.8 MPa | 0.7 to 1.0 MPa | Larger HDPE parison body needs higher blow pressure for complete body formation at thick wall targets |
| Total cycle time | 5 to 6 s | 10 to 14 s | Large-format HDPE containers have significantly longer cycle times driven by thick-wall cooling requirements |
| Mould cooling water | 12 to 18 degrees C | 10 to 15 degrees C | Colder water reduces HDPE cycle time; avoid below 10 degrees C to prevent condensation in humid environments |
HDPE grade change between PP and HDPE production: When an IBM machine switches between PP (companion animal) and HDPE (large animal drench) production, a complete barrel purge is required. PP and HDPE are not melt-compatible — a transition zone of mixed polymer will produce containers with unpredictable mechanical properties. The purge procedure (typically running 3 to 5 barrel volumes of the incoming resin at the incoming resin’s processing temperature before releasing containers to production) must be documented as part of the product changeover record in GMP operations. Temperature profile changes (approximately 40 to 50 degrees C lower barrel zone temperatures for HDPE vs PP) add 45 to 90 minutes to the changeover for barrel cool-down when switching from PP to HDPE.
6. Output Calculations and Line Sizing
Output Calculation Examples — Veterinary IBM Containers at 90% Uptime
100 ml PP Companion Animal Bottle
500 ml HDPE Sheep Drench Bottle
1,000 ml HDPE Cattle Drench Bottle
Formula: Cavities x (86,400 s / cycle time) x 0.90 uptime. Large HDPE drench containers have longer cycles but require fewer containers annually — herd treatment dosing volumes are high, so fewer bottles serve the same animal population compared to companion animal small-dose formats.
| Container | Cavities | Machine | Output / Day | Annual (300 days) |
|---|---|---|---|---|
| 30 ml PP companion | 8 | ZQ40 | 124,416 | 37.3 M |
| 100 ml PP companion | 6 | ZQ60HE | 84,830 | 25.4 M |
| 500 ml HDPE drench | 4 | ZQ80 | 38,880 | 11.7 M |
| 1,000 ml HDPE drench | 2 | ZQ80 / ZQ110 | 12,960 | 3.9 M |
| 2,000 ml HDPE drench | 2 | ZQ110 / ZQ135 | 9,331 | 2.8 M |
7. Machine Selection: ZQ-Series for Veterinary IBM Production
| ZQ Model | Clamp (KN) | Shot (g) | Veterinary Application |
|---|---|---|---|
| ZQ40 | 400 | 190 to 260 g | 30 to 100 ml companion animal oral solution in PP, 6 to 8 cavities. Small-animal antibiotic suspension, dewormer, vitamin drops. Ideal for veterinary contract manufacturers producing high SKU count, moderate volume companion animal lines. |
| ZQ60HE (Recommended — Companion Animal) | 400 to 800 KN | 280 to 360 g | Primary machine for PP companion animal oral solutions. 30 to 250 ml at 4 to 8 cavities. All-electric, zero hydraulic oil, plus or minus 0.1% shot repeatability. Recipe-stored clamping for multi-SKU veterinary operations. GMP-preferred for regulated veterinary pharmaceutical manufacturers. |
| ZQ60 | 600 | 260 to 383 g | 100 to 250 ml PP companion animal, or 250 to 500 ml HDPE drench at 4 cavities. Cost-effective hydraulic option where all-electric GMP compliance is not a primary specification requirement. |
| ZQ80 | 800 | 466 g | Standard machine for HDPE large-animal drench bottles. 500 ml at 4 cavities; 1,000 ml at 2 cavities. Covers the majority of commercial sheep and cattle anthelmintic and mineral supplement drench container formats. |
| ZQ110 / ZQ135 | 1,100 / 1,350 | 540 / 650 g | 1,000 ml at 4 cavities; 2,000 ml at 2 to 4 cavities. High-volume large-animal drench container production for major anthelmintic brands. Maximum IBM output for the largest veterinary drenching bottle formats. |
Multi-category veterinary IBM operations: Veterinary contract manufacturers commonly run both companion animal (PP, small format) and large animal (HDPE, large format) containers from the same machine pool. A practical two-machine veterinary IBM operation might comprise one ZQ60HE dedicated to PP companion animal lines (30 to 250 ml, 4 to 8 cavities, rapid cycle) and one ZQ80 running HDPE large-animal drench formats (500 to 1,000 ml, 2 to 4 cavities, longer cycle). The two machines cover the full veterinary oral liquid container range, share operator skill sets and maintenance programmes, and can be redeployed between product families with mould and resin changeovers.
8. Quality and Regulatory Requirements for Veterinary Containers
Veterinary pharmaceutical packaging is regulated under frameworks that closely parallel human pharmaceutical packaging requirements but with some market-specific differences in the depth of testing required:
EU Veterinary Medicine Regulation (EU 2019/6)
The EU Veterinary Medicinal Products Regulation requires that primary packaging containers for veterinary medicines comply with the relevant European Pharmacopeia monographs (EP 3.1.2 for HDPE, EP 3.1.3 for PP). Container-closure system compatibility studies are required for VMP marketing authorisation applications. IBM container manufacturers supplying EU-registered veterinary products must provide a Declaration of Compliance and supporting test data to the VMP marketing authorisation holder.
FDA NADA / ANADA (US Veterinary)
US veterinary drug applications (NADA and ANADA) under FDA Center for Veterinary Medicine (CVM) require container-closure system information including container specification, resin identity, and compatibility data. USP 661 compliance and, where applicable, USP Class VI biological reactivity are expected. The documentation requirements parallel the human pharmaceutical ANDA/NDA framework but may have some reduced extractables study requirements depending on the route of administration and species.
IPC Requirements for Veterinary IBM
- Container weight — all cavities, every 30 min
- Neck dimensions T/E/I — every 60 min
- Wall thickness — ultrasonic, every 2 h
- Visual inspection — 100% flash, contamination, colour
- Oral syringe fitment test — qualification and periodic
- Drenching gun fitment test — qualification per design
- Drop test (HDPE drench) — qualification and process change
- ESCR (HDPE) — incoming lot qualification for drench resins
UN certification for classified drench formulations: Some veterinary anthelmintic concentrates, pour-on formulations, and organophosphate-based veterinary products are classified as dangerous goods for transport (typically Class 6.1 toxic substances or Class 3 flammable liquids). Containers for these products must carry UN certification in addition to standard veterinary pharmaceutical container qualification. IBM’s weld-free base, as discussed in the agrochemical container guide, provides the same UN drop test advantage for veterinary classified formulations as for agrochemical products. IBM HDPE containers certified to UN 3H1 standard serve both the agrochemical and veterinary drench packaging markets.
9. Frequently Asked Questions
Q: Can the same IBM mould produce bottles for both human pharmaceutical and veterinary pharmaceutical products?
Yes, with appropriate product changeover and cleaning procedures. An IBM mould designed to a neck standard used by both human pharmaceutical (e.g. 28/410 for human oral liquid) and veterinary pharmaceutical products (e.g. 28/410 for companion animal oral solution) produces the same container geometry regardless of the downstream product. The critical GMP requirement is product identity and batch segregation — the batch record must correctly identify the resin grade (pharmaceutical-grade PP, with lot-specific CoA), and the production batch must be correctly allocated to either the human or veterinary product against which the container was manufactured. Container manufacturers who run both human and veterinary product lines on the same machines should have documented batch segregation and labelling procedures to prevent product mix-up.
Q: Are HDPE drenching bottles required to have child-resistant closures?
The CRC requirement for veterinary drenching bottles depends on the formulation’s toxicity classification and the target market’s poison packaging regulations. In Australia (under SUSMP / Standard for the Uniform Scheduling of Medicines and Poisons), many anthelmintic and organophosphate veterinary products require CRC packaging regardless of the intended species. In the EU and UK, CRC requirements for veterinary products follow the same framework as for human pharmaceuticals — products in Schedule 1 and 2 poison categories typically require child-resistant packaging. In the US, FDA CVM does not uniformly require CRC for veterinary products, but voluntary adoption of CRC packaging is common for veterinary formulations containing ingredients also classified as acutely toxic to humans. HDPE IBM containers engage standard PDT (push-down-and-turn) CRC caps at the IBM-precision neck thread, providing consistent CRC performance across production batches.
Q: What is the minimum order quantity for a custom veterinary IBM container design?
Custom IBM mould tooling for a veterinary container (injection cavity + core pins + blow cavity) typically costs USD 15,000 to 40,000 for a 4 to 6-cavity set in pharmaceutical-grade H13 steel with DLC-coated core pins. Amortising this tooling cost to an acceptable contribution per container typically requires annual volumes of 300,000 to 1,000,000 containers per year for companion animal formats (30 to 250 ml) or 100,000 to 500,000 containers per year for large-animal drench formats (500 to 2,000 ml) where individual container resin content is much higher. Veterinary pharmaceutical producers with multiple container SKUs in the same neck standard family can share injection cavity blocks and core pins across the range, changing only the blow cavity — reducing tooling cost per SKU significantly for veterinary product ranges with a standardised neck design.
Q: Can IBM produce pour-on veterinary bottles as well as oral solution bottles?
Pour-on veterinary formulations — applied topically to the animal’s backline and absorbed through the skin — use similar HDPE container designs to oral drench bottles but with a specific spout or pour-nozzle fitment for controlled directional application. IBM produces HDPE pour-on containers in the same 250 to 2,000 ml range as drench bottles, with the neck designed to accept the pour-spout insert rather than a drenching gun coupler. The pour-spout insert is typically a separate moulded component that press-fits or threads into the IBM container neck, directing formulation flow onto the animal’s back. IBM containers for pour-on veterinary applications use the same high-ESCR HDPE grades specified for drench bottles, since pour-on formulations are among the most solvent-aggressive veterinary formulations in terms of container compatibility requirements.
10. Conclusion
IBM covers the full veterinary oral liquid packaging spectrum — from the 30 ml PP companion animal antibiotic suspension bottle requiring oral syringe adaptor precision to the 2,000 ml HDPE cattle drench bottle requiring field-grade impact resistance and drenching gun fitment accuracy. The same machine platform, with appropriate mould tooling and resin, serves both ends of this range in a single manufacturing facility.
Key Takeaways
PP (USP 661 / EP 3.1.3) for companion animal oral solutions 30 to 500 ml. HDPE (high-ESCR grade, F20 greater than 1,000 h, USP 661 / EP 3.1.2) for large-animal drench containers 250 to 2,000 ml.
ZQ60HE all-electric for companion animal PP lines (GMP preferred). ZQ80 for large-animal HDPE drench formats. ZQ110 / ZQ135 for 1,000 to 2,000 ml at higher cavity counts.
100 ml PP 6-cavity: 84,830 per day / 25.4 M per year. 500 ml HDPE 4-cavity: 38,880 per day / 11.7 M per year. 1,000 ml HDPE 2-cavity: 12,960 per day / 3.9 M per year.
USP / EP pharmacopoeial resin compliance, oral syringe adaptor and drenching gun fitment testing, ESCR qualification for HDPE, UN certification where formulation classification requires it.
Our engineering team provides machine specifications, clamping force calculations, mould design consultation, and factory-direct quotations for both companion animal and large-animal veterinary IBM container production lines. Contact us with your container format, resin preference, annual volume, and target regulatory market for a complete line specification within 24 hours.
Veterinary IBM Container Line Inquiry
Share your veterinary container requirements — companion animal or large animal, volume range, resin, dosing accessory fitment, annual volume, and regulatory market. We return a machine recommendation, output projection, and factory-direct quotation within 24 hours.

























