Context
The Non-Negotiable Standards of Luxury Cosmetic Packaging
Walk the cosmetic aisle at any prestige department store. Pick up a serum bottle — Estée Lauder, La Mer, Shiseido. Run your fingertip across the surface. No scratches. Raise it to the light: the wall is clear as optical glass. Look for the parting line. You will struggle to find it. Finally, engage the cap — it seats with jewel-like precision.
None of this is accidental. Every sensory quality was determined months earlier by a single engineering decision: which blow molding process to use. That choice runs between One-Step Injection Stretch Blow Molding (ISBM) and the conventional Two-Step Reheat Stretch Blow Molding (RSBM).
As a mechanical engineer with over 20 years of commissioning and optimizing blow molding lines for cosmetic, pharmaceutical, and food-grade clients worldwide, my position is unambiguous: for any packaging that carries the word “premium,” the two-step process is disqualified before the conversation even starts. Here is the engineering evidence — from the physics up.

Fig. 1 — Premium cosmetic containers produced on a fully automatic One-Step ISBM Machine: zero surface scratches, ≥92% light transmittance, and invisible parting lines — the visual signature of ISBM quality.
Engineering Fundamentals
Process Fundamentals: The Thermal History Difference
The terms “one-step” and “two-step” are often mischaracterized as a difference in workflow convenience. This is a critical misunderstanding. The true difference is the thermal history imposed on the polymer — and thermal history governs every quality outcome: optical clarity, surface integrity, molecular orientation, and dimensional accuracy.
Two-Step RSBM: The Commodity Architecture
Injection Molding of Preforms — Machine #1
Raw PET/PETG is injection-molded into preforms, fully cooled to ambient temperature, ejected, and collected into bulk bags or boxes for storage and transport.
Bulk Storage, Handling & Transport
Preforms tumble against each other in containers. Every contact event is a potential micro-scratch. Humidity and temperature changes alter surface properties over storage periods of days to weeks.
Secondary Reheat — Machine #2 Infeed
Preforms are fed into the blow machine and reheated from ambient temperature via near-infrared (NIR) lamp banks — high energy cost, inherently non-uniform temperature profile.
Stretch Blow Molding & Ejection
Residual thermal non-uniformity from reheat is permanently frozen into the final bottle’s geometry, surface condition, and optical properties.
One-Step ISBM: The Premium Integrated Architecture
ہماری Fully Automatic One-Step Injection Stretch Blow Molding Machine integrates all stages onto a single rotary platform — no intermediate bulk storage, no reheating from cold, no uncontrolled handling:
Station 1 — Injection Molding
Molten resin injected via hot-runner into precision preform cavities. Mold temperature controlled to ±1°C. The preform never exits the machine’s controlled environment.
Station 2 — Temperature Conditioning
The preform — still carrying injection residual heat — is precision-conditioned to the ideal stretch window temperature, uniformly across every millimeter of the wall. No full reheat from ambient required.
Station 3 — Stretch Blow Molding
At optimal uniform temperature, the stretch rod and high-pressure air act simultaneously — producing true biaxial molecular orientation for maximum clarity, strength, and barrier performance.
Station 4 — Robot-Arm Ejection
Finished bottles removed by mechanical arm directly to conveyor. Zero bottle-to-bottle contact during formation. Mold-cavity surface = consumer-facing surface.
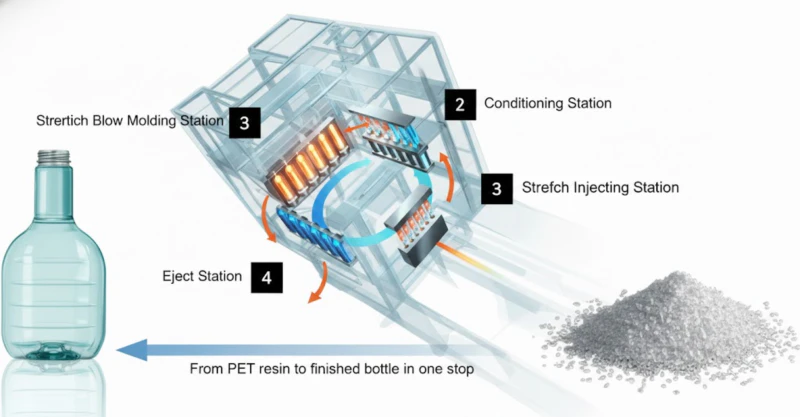
Fig. 2 — One-Step ISBM maintains the polymer in a thermally controlled environment from melt to finished bottle. Two-Step RSBM introduces bulk storage, environmental exposure, and a full reheat cycle — each a source of quality degradation.
Surface Quality
The Science of Zero Scratches: Why Preform Handling Kills Surface Quality
Surface scratches on premium packaging are not a cosmetic nuisance. They are a fundamental failure of optical and tactile performance — a direct signal to the consumer that the brand cut corners. Understanding why one-step ISBM eliminates them requires understanding precisely where scratches originate.
The Four Scratch-Generation Mechanisms in Two-Step Production
📦
Bulk Bag & Box Storage
Thousands of preforms tumble together during filling, storage, and transport. Every preform-on-preform contact generates micro-abrasions — abrasions that become permanent scratches in the final blown bottle.
🔄
Hopper & Unscrambler Feeding
The reheat machine’s infeed system — vibratory hoppers, unscrambler bowls, air conveyors — creates dozens of additional contact events per preform against aluminium and steel surfaces at every guide point.
🌡️
NIR Reheat Surface Exposure
Near-infrared lamps heat the preform from the outside in. The outer skin — which becomes the visible bottle exterior — endures the longest heating duration, risking surface cold-crystallization and micro-haze formation.
💧
Moisture Absorption
PET and PETG are hygroscopic. Preforms stored in ambient conditions absorb moisture, causing hydrolytic chain scission during reheat — producing irreversible surface micro-voids and whitening.
How One-Step ISBM Structurally Eliminates All Four Mechanisms
Sealed process environment: From injection to ejection, the preform is held and transferred exclusively by precision machine tooling within the rotary turret. It never contacts a bulk container, vibratory bowl, or metal guide rail. The surface the injection mold cavity produced is preserved intact through to the finished bottle.
Robot-arm ejection — zero drop impact: Finished bottles are removed by mechanical arm directly onto a soft conveyor. Bottle-to-bottle contact during formation and ejection is engineered entirely out of the process.
Parting-line-free mold technology: Compatible with Nissei ASB and Aoki mold platforms, advanced parting-line-free mold designs eliminate the visible weld seams that compromise luxury aesthetics — a categorical requirement for prestige perfume and skincare packaging.
Closed hygroscopic environment: With no intermediate ambient exposure, PET and PETG cannot absorb environmental moisture between injection and blowing. Hydrolytic degradation is prevented by process architecture, not workaround protocols.
The result: surface roughness Ra consistently below 0.2 μm — and the “crystal-clear, zero scratches” finish that global brands including Estée Lauder and Walch have standardized their premium production on.
Optical Performance
Crystal-Clear Transparency: Molecular Orientation & Crystallinity Control
High transparency in a blown PET or PETG bottle is not simply a function of using “clearer” raw material. It is the direct result of how the polymer molecules are ordered during the blow molding step. Get this wrong — as two-step processes frequently do — and you get hazy, milky, or uneven-looking bottles that no luxury brand will pass through QC.
The Physics: Why PET Goes Hazy
PET and PETG are semi-crystalline polymers. In their amorphous state they are optically transparent. When crystallization occurs — either thermally or through non-uniform mechanical stress — the resulting spherulitic crystal structures scatter visible light, producing the haze (cloudiness) that disqualifies a bottle from premium service.
Thermal (cold) crystallization: When PET passes slowly through its cold crystallization range (~110–140°C) during NIR reheat ramp-up, nucleation and spherulite growth occur in the outer skin layers before the core reaches stretch temperature. These crystallized zones appear as opaque or hazy patches in the final bottle.
Strain-induced crystallization: When the preform wall is not at uniform temperature during biaxial stretching, different zones stretch at different rates. Over-stretched zones undergo strain crystallization; under-stretched zones lack molecular alignment. Both conditions reduce optical clarity and mechanical performance simultaneously.
How One-Step ISBM Achieves ≥92% Transmittance, <2% Haze
🔬
Uniform Wall Temperature
The conditioning station achieves a fully uniform temperature across the preform wall — every cubic millimeter reaches the stretch window simultaneously. No thermal gradients. No preferential crystallization zones.
⚡
Rapid Critical Zone Transition
Because the preform retains injection residual heat, it passes through the cold-crystallization risk window (80–140°C) rapidly, minimizing kinetic time for spherulite nucleation — unavoidable in two-step NIR reheat.
🧬
True Biaxial Orientation
Simultaneous axial stretching and radial blowing at optimal uniform temperature produces highly aligned polymer chains in two perpendicular directions — maximizing light transmittance and mechanical strength simultaneously.
💎
Measurable Optical Outcome
Light transmittance ≥92% across the bottle body. Haze below 2%. The optical depth that makes a PETG bottle indistinguishable from glass under luxury retail display lighting.
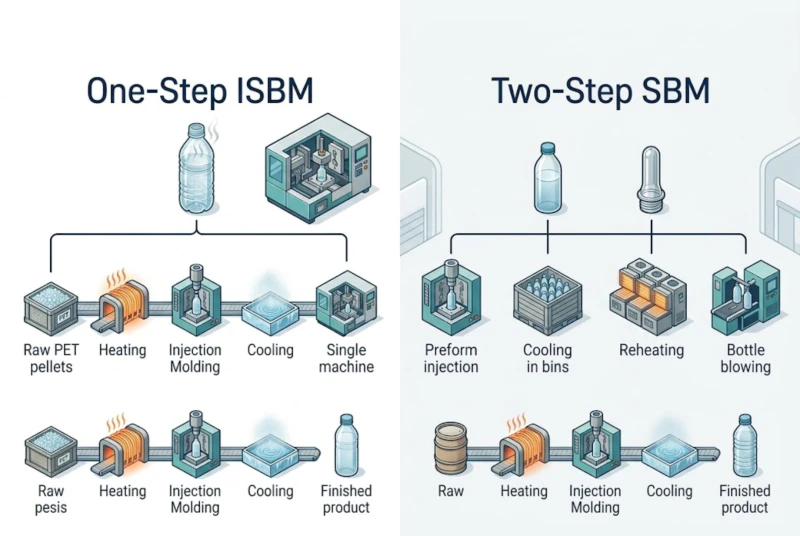
Fig. 3 — Optical performance comparison. Biaxial orientation via ISBM conditioning produces a crystallographically amorphous, optically clear bottle wall. Non-uniform temperature in two-step RSBM results in haze values of 3–8% vs. <2% for ISBM.
Technical Comparison
Full Head-to-Head: ISBM vs. Two-Step RSBM — 12 Key Parameters
The following table consolidates the engineering evaluation across parameters that matter most for high-end cosmetic and pharmaceutical packaging. Assessments are grounded in real-world production data.
| Parameter | ✦ One-Step ISBM Machine | Two-Step RSBM |
|---|---|---|
| Surface Scratch Risk | ✔ Zero — preform held in closed machine tooling from injection to ejection. Robot-arm ejection. Mold surface = bottle surface. | ✘ High — preform tumbles through bulk storage, vibratory hoppers, guide rails. Micro-scratches are inherent to the process. |
| Optical Clarity (Haze) | ✔ Haze <2% achievable. Uniform conditioning preserves amorphous state through biaxial stretch. | ✘ Haze 3–8% typical. NIR reheat gradient causes surface cold-crystallization and uneven molecular orientation. |
| Light Transmittance | ✔ ≥92% consistently across bottle body and base. | ✘ Often 85–90%. Optical non-uniformity visible under high-end retail lighting. |
| Wall Thickness Uniformity | ✔ ±0.05 mm. Uniform temperature enables symmetric biaxial stretch and precise wall distribution. | ± ±0.10–0.20 mm. Temperature non-uniformity from NIR causes uneven wall thinning, especially at base and shoulder. |
| Parting Line Visibility | ✔ Near-invisible with parting-line-free mold technology. Indistinguishable from glass at retail. | ✘ Visible parting lines common, especially on high-gloss PETG and PC. |
| Thermal History | ✔ Single controlled thermal cycle. Polymer never passes slowly through cold-crystallization risk zone. | ✘ Two full thermal cycles. Cold-crystallization exposure during NIR reheat is structurally unavoidable. |
| Energy Consumption | ✔ Up to 40% lower. Residual injection heat utilized directly; no secondary NIR heater banks. | ✘ Higher energy cost. Continuous NIR arrays must reheat every preform from ambient temperature. |
| Premium Resin Compatibility | ✔ Ideal for PETG, PC, Tritan, PMMA, PCTG, PES — resins with narrow process windows and high optical requirements. | ✘ Problematic for PETG, PC, Tritan. NIR non-uniformity causes optical and dimensional defects in premium materials. |
| Contamination Control | ✔ Closed process — no intermediate ambient exposure. No humidity absorption, no particulate ingress. | ✘ Open preform storage introduces moisture absorption and particle contamination. |
| Flash / Material Waste | ✔ Zero flash, zero sprue runners, no trimming waste. True zero-scrap output per cycle. | ± Minimal, but preform sprues require separate management. |
| Mold Tooling Compatibility | ✔ Compatible with Nissei ASB and Aoki mold platforms. Existing tooling reused — saving $60,000+ in reinvestment. | ± Requires separate preform molds and blow molds — two tooling investments. |
| Total Cost of Ownership | ✔ Lower TCO over machine life. Energy savings + zero rework + tooling reuse. Payback within 24–36 months. | ✘ Quality rejections, rework costs, and brand damage risk inflate true cost for luxury applications. |
✔ = Significant advantage for luxury cosmetic context | ✘ = Significant disadvantage | ± = Neutral / application-dependent
Materials Engineering
Material Compatibility: PET, PETG, PC, Tritan & Beyond
One of the most strategically important advantages of modern ISBM machines is broad material compatibility — including premium resins that are structurally impossible to process reliably in two-step systems. Our machines support PET, PETG, PC, Tritan, PP, PES, PMMA, PCTG, and SAN.

Fig. 4 — Precision-molded samples produced by One-Step ISBM across premium materials: PETG cosmetic series, Tritan baby bottles, PC pharmaceutical vials, and high-clarity PET food containers.
Application Guide
Which Products Must Be Made on a One-Step ISBM Machine?
Not every application requires an ISBM machine. But the following product categories represent situations where specifying two-step production is an engineering mistake with direct commercial consequences:
🌹
Luxury Perfume & Fragrance
Glass-alternative flacons in PETG or PC must match glass in refractive clarity and surface perfection. Any scratch or haze immediately signals “budget.” ISBM is the only viable process for this application.
✨
Premium Skincare — Serums & Ampoules
Transparent dropper bottles and ampoule vials where the consumer evaluates the product through the bottle. Crystal-clear PETG lets product color and texture communicate quality and purity.
💊
Pharmaceutical & Nutraceutical
Oral liquid bottles, eye dropper vials, reagent containers — contamination-free closed processing and dimensional precision for dropper fitment are non-negotiable safety requirements.
👶
Baby & Infant Products
Baby bottles in Tritan or PC. BPA-freedom is regulatory mandatory; optical clarity reassures parents; neck thread precision ensures safe fitment. ISBM is the established standard of care.
🧴
Premium Lotion & Pump Bottles
Airless pump bottles and disc-cap containers for prestige brands — consistent wall thickness for structural integrity under pump actuation, plus parting-line-free finish for premium shelf presentation.
🍶
Specialty Food & Premium Beverage
High-end oils, artisanal sauces, premium mineral water, craft juices — crystal-clear PET wide-mouth jars and custom-shaped bottles that differentiate at point of sale.
Buyer’s Guide
Buyer’s Checklist & Common Misconceptions
Key Criteria When Selecting an ISBM Machine
1. Mold Compatibility — Protect Your Tooling Investment
Prioritize machines with proven compatibility with major mold platform standards. Our machines are engineered for full compatibility with both Nissei ASB and Aoki mold sets — the global standards in one-step ISBM tooling. Clients report saving over $60,000 in tooling costs by running legacy Japanese ASB molds on our platform without modification.
2. Conditioning Station Resolution — The Optical Quality Determinant
The conditioning station is where optical quality is won or lost. Evaluate the machine’s ability to achieve independently controlled temperature zones with ±1–2°C repeatability across the preform wall height. Our fully servo-controlled 3-station and 4-station models deliver the highest repeatability for demanding materials such as PETG and Tritan.
3. Material Range Verification — Run Your Resin Portfolio
Request production samples in your target resin(s) before purchase. Measure transmittance, haze, and wall thickness with calibrated instruments. A machine that performs excellently with standard PET may still struggle with PETG, PC, or Tritan without proper conditioning system design.
4. After-Sales Support — The 20-Year Relationship
A blow molding machine is a 15–25 year capital asset. Our local support infrastructure maintains critical spare parts for immediate dispatch, provides factory-certified installation engineers, and offers comprehensive operator training — backed by a manufacturing partner established in 2003 with a 20,000 sqm modern production facility.
Four Misconceptions That Cost Manufacturers Money
Misconception #1: “High-grade preforms eliminate the scratch problem in two-step.” Incorrect. Scratches introduced during bulk storage and infeed handling are entirely independent of injection preform quality. Even optically perfect preforms acquire micro-scratches during every hopper, unscrambler, and guide rail contact before blowing begins.
Misconception #2: “ISBM is only for small bottles.” Modern ISBM machines produce bottles from 5 ml (eye dropper vials) to 2,000 ml (premium water and juice bottles). Our machine range covers cosmetic, pharmaceutical, wide-mouth jars, and custom-shaped designs across this full volume range.
Misconception #3: “Two-step is better for high volume.” For 100M+ commodity PET water bottle runs per SKU, two-step has volume advantages. For luxury cosmetic brands — typically 500K–5M units/year per SKU with frequent variant changes — ISBM’s shorter setup time and dramatically higher quality output deliver superior total value.
Misconception #4: “The ISBM machine capital cost is prohibitive.” When Total Cost of Ownership is calculated over 10 years — incorporating 40% energy savings, near-zero rejection rates, rework elimination, and tooling asset reuse — the ISBM platform typically achieves full payback within 24–36 months for brands running premium cosmetic containers at meaningful volume.
Engineering Verdict
The Engineering Verdict: An Unambiguous Recommendation
After two decades of engineering, commissioning, and optimizing blow molding lines — from independent cosmetic startups to Fortune 500 beauty conglomerates — my assessment is clear:
If your packaging brief contains any of the following words — luxury, premium, high-clarity, scratch-free, optical-grade, pharmaceutical, or prestige — the two-step reheat blow molding process does not qualify as a serious contender. Not marginally inferior. Not fixable with process tweaks. Structurally wrong for the application.
Why ISBM Wins — The Engineer’s Summary
- Zero-scratch guarantee: Closed process. No preform-to-preform contact, no bulk handling, no rail abrasion. The mold cavity surface is the bottle surface — preserved end-to-end.
- Optical-grade transparency: Single thermal cycle, precision uniform conditioning, biaxial orientation at ideal temperature. Light transmittance ≥92%, haze <2%.
- Invisible parting lines: Parting-line-free mold technology delivers seamless aesthetics indistinguishable from glass under luxury retail display lighting.
- Dimensional precision: ±0.05 mm wall thickness, ±0.05 mm neck thread accuracy. Consistent, repeatable performance across every production cycle.
- Premium material mastery: PETG, PC, Tritan, PMMA, PCTG, PES — processed reliably with the narrow process window control these resins require.
- 40% energy reduction: Residual injection heat utilized directly. No secondary NIR heater arrays. Lower operational cost and reduced carbon footprint.
- Contamination-free closed process: No intermediate ambient exposure. Essential for pharmaceutical GMP and clean-beauty brand positioning.
- Tooling investment protection: Full compatibility with Nissei ASB and Aoki mold standards — existing tooling assets continue generating value without modification costs.

Fig. 5 — The fully automatic 4-station One-Step Injection Stretch Blow Molding Machine: the definitive production platform for premium cosmetic, pharmaceutical, and specialty packaging.
The global luxury packaging market continues to grow at 4–6% CAGR annually. The standard for acceptable premium packaging rises every season. For any brand serious about competing in that market — and for any contract manufacturer serious about serving those brands — investment in Injection Stretch Blow Molding technology is not a luxury. It is the engineering prerequisite for entry.
ISBM & Blow Molding Process Specialist · 20+ Years Experience
Specializing in injection stretch blow molding machine commissioning, process optimization, and packaging qualification for cosmetic, pharmaceutical, and food-grade applications. This article reflects independent technical opinion grounded in real-world production data. Published in association with injectionstretchblowmolding.com — a leading One-Step ISBM machine supplier backed by a manufacturing partner with 20+ years of excellence (est. 2003) and a 20,000 sqm modern production facility.
Ready to Upgrade Your Production Line?
Get a free consultation on our One-Step ISBM Machine — fully compatible with your existing Japanese Nissei ASB and Aoki molds. Factory-direct pricing, local support, 20+ years of manufacturing excellence.

























