Small Containers, Maximum Cavities, Fastest Cycles — The Engineering Logic Behind High-Speed IBM Vial and Mini-Bottle Production
In the world of injection blow molding, small containers follow a counterintuitive rule: the smaller the bottle, the more demanding the production system. A 5 ml eye drop vial requires tighter dimensional tolerances than a 500 ml syrup bottle. A 10 ml fragrance mini-bottle needs finer cavity polish than a 300 ml body lotion container. And the economics of small-format IBM production depend entirely on maximising cavity count and cycle speed — because the per-unit resin cost is so low that machine time is the primary cost driver.
This guide covers the engineering requirements, process strategy, and machine configuration for high-speed small-format IBM production across the key application categories: pharmaceutical vials, ophthalmic containers, fragrance minis, cosmetic sample bottles, and veterinary oral solution vials. Whether you are planning a new small-format IBM line or optimising an existing operation for higher output, the principles here apply directly to your configuration.
1. Why Small-Format IBM Is Technically More Demanding Than Large-Format
The intuition that smaller containers are easier to produce is wrong in IBM. Four specific technical challenges intensify as container volume decreases:
Tighter Absolute Tolerances
A 5 ml eye drop vial has a neck inner diameter of approximately 3 to 5 mm. A tolerance of plus or minus 0.1 mm on a 4 mm inner diameter is a 2.5 percent dimensional variation — versus plus or minus 0.1 mm on a 20 mm inner diameter (0.5 percent variation) for a syrup bottle neck. The same absolute tolerance is proportionally far tighter for small formats, requiring higher-precision core pin grinding and more frequent dimensional verification.
Fine Feature Melt Fill
Small vials often include features — dropper tips, fine orifices, narrow bottle necks, thin wall transitions — that require the melt to flow into very fine cavity geometry before the gate freezes. At injection, the ratio of cavity feature size to melt viscosity is less forgiving than for large containers: a short shot in a 5 ml dropper tip is a non-recoverable defect that would not occur in a 200 ml bottle neck under the same conditions.
Very Low Shot Weights
A 5 ml LDPE eye drop vial weighs approximately 1.5 to 3.0 g per container. On a 12-cavity mould, total shot weight is 18 to 36 g — a tiny fraction of the machine’s injection capacity. Operating at very low shot weights amplifies the percentage effect of any shot-to-shot variation: a 0.2 g variation on a 2.0 g shot (10%) has a much larger quality impact than 0.2 g on a 40 g shot (0.5%). This demands the tightest available shot repeatability — the primary advantage of all-electric IBM machines.
High Cavity Count Mould Balance
Small container economics require 8 to 16 cavities per mould. At this cavity count, runner system balance is critical: any deviation from perfectly equal runner lengths or diameters to each cavity produces a weight distribution spread across cavities that undermines the IPC weight specification. Designing and verifying runner balance for 12 to 16-cavity small-format moulds is more complex than for 2 to 4-cavity large-format moulds.
2. Key Applications: What Gets Produced on Small-Format IBM Lines

| Application | Volume | Resin | Typical Cavities | Speed Driver |
|---|---|---|---|---|
| Eye drop / ophthalmic vial | 5 to 15 ml | LDPE | 12 to 16 | Very low parison weight; short cooling time on thin LDPE walls; maximum cavity count for economy |
| Nasal spray bottle | 10 to 30 ml | LDPE / PP | 8 to 12 | Pump fitment neck precision critical; high global volume for OTC nasal decongestants drives output demand |
| Oral drops / pediatric vial | 10 to 30 ml | PP (amber) | 8 to 12 | Dropper orifice precision for dose accuracy; amber PP for light-sensitive pediatric vitamins and antibiotics |
| Fragrance sample / mini | 5 to 30 ml | PET / PP | 8 to 16 | Retail trial packs and travel minis require very high annual volumes at low unit cost; PET clarity for premium positioning |
| Cosmetic serum sample | 5 to 20 ml | PET / PP | 8 to 12 | Hotel amenity packs, GWP (gift with purchase), and dermatology clinic samples; high-clarity PET for premium positioning |
| Companion animal oral solution | 30 to 100 ml | PP (amber / clear) | 6 to 10 | Oral syringe adaptor neck precision; high SKU count in companion animal veterinary market drives fast changeover need |
| Nail care / treatment vial | 5 to 15 ml | PET | 10 to 16 | Maximum clarity for nail treatment display; brush cap neck precision; high seasonal volume for promotional packs |
| Laboratory reagent vial | 1 to 10 ml | PP / LDPE | 12 to 16 | Smallest IBM format; very high cavity count needed to achieve economic unit cost for high-volume diagnostic supply chains |
3. The Cavity Count Imperative: Economics of Mini-Bottle Production
The unit economics of small-format IBM production are dominated by machine time, not resin cost. A 5 ml LDPE eye drop vial contains approximately 1.5 g of LDPE resin — at commodity LDPE pricing, the resin cost per container is a fraction of a cent. The machine depreciation, energy, labour, and overhead cost per cycle dwarfs the material cost. Therefore, the primary lever for unit cost reduction in small-format IBM is maximising the number of containers produced per machine cycle — which means maximising cavity count.
Unit Cost Impact of Cavity Count — 10 ml PP Oral Drop Vial on ZQ60HE
| Cavities | Cycle Time | Output / 24 h | Annual (300 days) | Relative Unit Cost |
|---|---|---|---|---|
| 4 | 5 s | 62,208 | 18.7 M | 100% (baseline) |
| 8 | 5 s | 124,416 | 37.3 M | 50% |
| 12 | 5.5 s | 170,182 | 51.1 M | 37% |
| 16 | 6 s | 207,360 | 62.2 M | 30% |
Formula: Cavities x (86,400 s / cycle) x 0.90 uptime. Note that higher cavity counts slightly increase cycle time due to larger shot weight and longer runner cooling. Relative unit cost assumes equal machine operating cost per hour; actual savings on tooling amortisation are additional.
The table shows that doubling cavity count from 4 to 8 halves unit cost (at equal cycle time). Going from 8 to 16 cavities reduces unit cost by a further 40 percent. These are the largest single levers available to a small-format IBM producer — larger than process speed improvement, larger than energy cost reduction, and achievable within a single machine investment. The practical upper limit on cavity count for a given container is the machine’s platen size and injection shot weight capacity.
The cavity count limit: Maximum cavity count is set by the platen area available to fit the injection cavity block footprint, and by the injection shot weight capacity (maximum cavities x parison weight per cavity must not exceed the machine’s rated shot weight). For a 10 ml PP oral drop vial at approximately 4 g parison weight per cavity, a ZQ40 machine (190 g maximum shot) can run a maximum of approximately 47 cavities on shot weight alone — but the platen area of 480 x 340 mm is the binding constraint, limiting practical cavity count to 8 to 12 for this container format. Always verify both shot weight and platen area before specifying cavity count.
4. Tooling Precision: Core Pin and Cavity Engineering at Small Scale
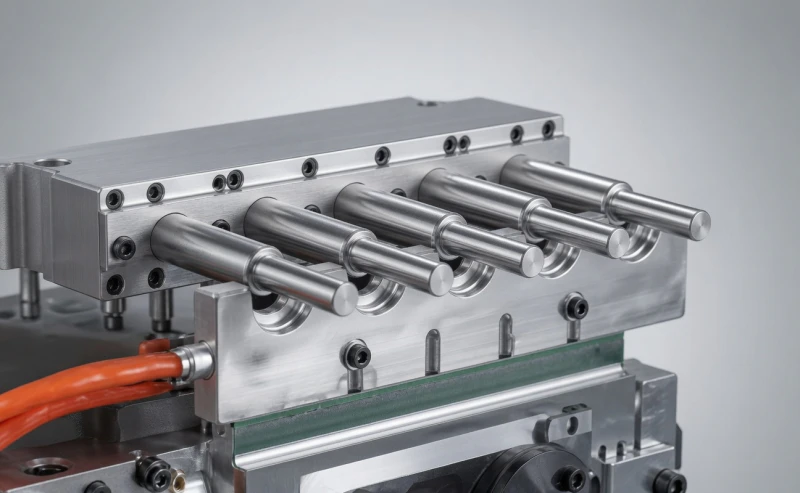
Small-format IBM tooling pushes the manufacturing precision of injection blow mould making to its limits. The key engineering requirements at small scale:
Core Pin Grinding to Plus or Minus 0.01 mm
For a 5 ml eye drop vial with a 3.5 mm orifice inner diameter, the core pin tip diameter must be ground to 3.5 mm plus or minus 0.01 mm — a tolerance achievable only by centreless or OD grinding on a precision tool room grinder with dimensional verification by air gauge. Standard mould shops work to plus or minus 0.05 mm tolerances; small-format pharmaceutical IBM core pins require specialist precision grinding capability. Core pin inspection at each preventive maintenance event (every 1 to 2 million cycles) is essential because core pin tip wear at this scale directly affects dropper orifice dimensions and therefore drop volume.
DLC Coating on All Small-Format Core Pins
Diamond-Like Carbon (DLC) coating at 2 to 5 micrometres thickness on core pins reduces surface friction by 60 to 70 percent compared to uncoated H13 steel. At small-format IBM, where LDPE or PP is being stripped from core pins with very thin annular cross-sections, the reduced friction is critical for preventing parison tearing during table index. DLC also significantly extends core pin service life by resisting the abrasive wear that shortens uncoated core pin dimensional accuracy in high-cycle small-format production.
H-Tree Runner Balance for 8 to 16-Cavity Moulds
At 8 to 16 cavities, the runner system must distribute melt from the single injection nozzle to all cavities with equal fill time. Any imbalance produces heavier (overfilled) and lighter (underfilled) parisons across the cavity array — visible as weight variation in IPC sampling. The H-tree (or balanced-branch) runner geometry achieves this by maintaining equal runner length and cross-sectional area from the nozzle to every cavity gate. For small-format high-cavity-count moulds, rheological flow simulation (Moldflow or equivalent) should be used to verify runner balance before mould manufacture — correcting an imbalanced runner system in a finished 16-cavity mould is expensive and time-consuming.
Cooling Circuit Design for Short Cycle Times
Small containers cool faster than large containers because wall thickness is lower and the surface-area-to-volume ratio is higher. But the minimum cooling time is still set by the neck zone — the thickest feature in any IBM vial. For a 5 to 15 ml ophthalmic vial, the neck wall may be 1.5 to 2.0 mm — thinner than a syrup bottle neck but still the governing heat extraction requirement. Injection cavity cooling channels within 8 mm of the neck exterior, chilled water at 8 to 12 degrees C, and adequate water flow rate to achieve turbulent flow in the channels (Reynolds number greater than 4,000) are needed to achieve 3.5 to 4.5-second injection station dwell times on small-format pharmaceutical vials.
5. Process Parameters: Running at Maximum Speed Without Quality Loss
High-speed small-format IBM production requires optimising process parameters for minimum cycle time while maintaining container quality within specification. The key parameters and their small-format-specific considerations:
Injection Speed and Pressure
Higher injection speed fills small cavities faster before the thin-wall gate freezes. However, excessive speed generates jetting and surface defects in fine features. For small-format vials, a two-stage injection profile (fast initial fill at 80 to 90% of cavity volume, then reduced speed for the final 10 to 20% packing) prevents jetting while maintaining fast cycle times. The all-electric ZQ60HE’s servo-controlled injection delivers this profile with plus or minus 0.5% velocity repeatability cycle to cycle.
Cooling Time Reduction Strategies
The fastest route to shorter cycle times in small-format IBM is cooling water temperature reduction. Dropping from standard 18 degrees C to chilled 8 degrees C can reduce injection cooling time by 0.5 to 1.0 second on a 5 ml vial — saving 10 to 20% of total cycle time. Below 8 degrees C risks condensation on mould surfaces in humid climates. Air cooling the blow cavity (in addition to water-cooled injection cavity) provides an additional 0.3 to 0.5 second cycle reduction for very thin-wall small-format containers.
Back Pressure and Screw Speed
Small shot weights allow faster screw recovery times (the screw can return to its starting position faster because the total volume of melt to plasticise is small). For maximum cycle speed, screw recovery should complete within the blow phase of the cycle — allowing the next injection to begin immediately at table index. Screw speed and back pressure should be optimised to achieve this timing without overheating the melt from excessive screw speed at small shot volumes.
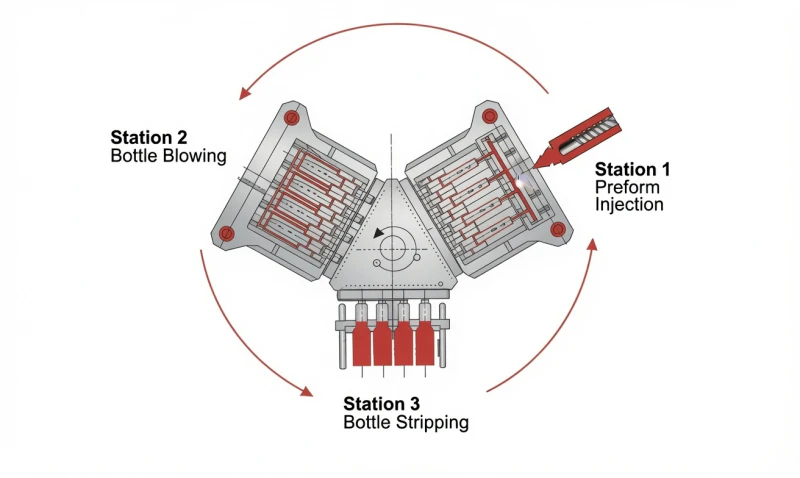
Table Index Speed
The table index motion (rotating the three-station plate from injection to blow to strip position) is a dead time in the cycle that does not contribute to container quality. Reducing index time from a typical 0.4 to 0.8 seconds on hydraulic machines to 0.2 to 0.3 seconds on the ZQ60HE all-electric servo torque motor directly reduces cycle time. The servo torque motor on the ZQ60HE achieves this faster index with precise positioning accuracy, ensuring core pin alignment to each station without mechanical wear that hydraulic index mechanisms accumulate over time.
| Container | Resin | Nozzle Temp | Inj. Pressure | Inj. Cool | Total Cycle |
|---|---|---|---|---|---|
| 5 ml eye drop | LDPE | 170 to 185 degrees C | 55 to 70 MPa | 1.8 to 2.5 s | 3.5 to 4.5 s |
| 10 ml oral drops | PP amber | 215 to 225 degrees C | 75 to 90 MPa | 2.0 to 3.0 s | 4.0 to 5.5 s |
| 15 ml nasal spray | LDPE / PP | 180 to 220 degrees C | 65 to 85 MPa | 2.0 to 3.0 s | 4.0 to 5.5 s |
| 10 ml PET fragrance mini | PET | 270 to 280 degrees C | 85 to 105 MPa | 2.5 to 3.5 s | 5.0 to 6.5 s |
| 30 ml PP companion animal | PP | 215 to 230 degrees C | 75 to 95 MPa | 2.0 to 3.0 s | 4.0 to 5.5 s |
6. Output Calculations: What a High-Speed Small-Format Line Produces
High-Speed Small-Format Output Examples — ZQ60HE at 90% Uptime
5 ml LDPE Eye Drop
16 Cavities / 4.0 s Cycle
10 ml PP Oral Drops
12 Cavities / 5.0 s Cycle
15 ml PP Nasal Spray
10 Cavities / 5.5 s Cycle
30 ml PET Fragrance Mini
8 Cavities / 6.0 s Cycle
These output rates — 31 to 93 million containers per machine per year depending on container size and cavity count — represent the output range of a single ZQ60HE all-electric IBM machine on small-format production. A pharmaceutical manufacturer with an annual requirement of 200 million 10 ml oral drop vials would need approximately 4 machines in a 12-cavity configuration running at 90% uptime on 3 shifts. This is a realistic single-site pharmaceutical container manufacturing capacity.
7. Machine Selection: ZQ40 and ZQ60HE for Small-Format Production
| ZQ Model | Clamp (KN) | Shot (g) | Platen (mm) | Small-Format Application |
|---|---|---|---|---|
| ZQ40 | 400 | 190 to 260 g | 480 x 340 | Entry-level small-format machine. 1 to 30 ml at up to 8 to 12 cavities depending on container and platen constraints. Ideal for smaller pharmaceutical manufacturers, contract packagers, and producers entering the small-format market. Lower capital cost than ZQ60HE; hydraulic drive. |
| ZQ60HE (All-Electric) | 400 to 800 KN | 280 to 360 g | 600 x 420 | Primary machine for high-speed small-format pharmaceutical and cosmetic production. Larger platen fits 12 to 16-cavity small-format moulds that exceed ZQ40 platen area. 2.5 s dry cycle, plus or minus 0.1% shot repeatability, zero hydraulic oil. Best total cost of ownership for high-volume small-format lines. |
| ZQ60 | 600 | 260 to 383 g | 600 x 390 | Hydraulic alternative to ZQ60HE. Same shot weight and similar platen area. 4.0 s dry cycle vs ZQ60HE’s 2.5 s — approximately 30% lower daily output at equal cavity count. Used where all-electric capital cost cannot be justified or hydraulic infrastructure is already in place. |
Choose ZQ40 when:
- Annual volume is below 20 to 30 million small-format containers
- Container range is consistently below 30 ml with low-to-mid cavity count
- Capital cost is the primary machine selection driver
- GMP pharmaceutical clean-room compliance is not a primary specification requirement
- Operation is a veterinary or cosmetic contract packager with moderate volume
Choose ZQ60HE when:
- Annual volume exceeds 30 million small-format containers per machine
- Container range spans both very small (5 ml) and medium (100 ml) formats requiring recipe-variable clamping
- GMP pharmaceutical clean-room operation requiring zero hydraulic oil
- Shot repeatability specification is plus or minus 0.5% or tighter
- Multi-SKU operation requiring fast, recipe-based changeover without mechanical adjustment
8. Quality Control in High-Volume Small-Format IBM
At output rates of 150,000 to 300,000 containers per 24 hours, quality control in small-format IBM must be both reliable and efficient. Manual 100 percent inspection is not practical at these throughputs — automated vision inspection systems are the standard for high-speed small-format pharmaceutical and cosmetic IBM lines:
Automated Vision Inspection
Inline vision cameras positioned at the stripping station or on the downstream conveyor inspect every container for: flash (absent in IBM but checked as process monitoring), surface defects and contamination, colour anomalies in amber PP, body deformation, and dimensional outliers detectable by vision (height, body diameter). At 3 to 4 containers per second output rates, camera systems with strobe illumination and real-time reject mechanisms are the only viable 100 percent inspection approach. Vision reject systems remove non-conforming containers from the production stream automatically without stopping the machine.
Stratified IPC Sampling by Cavity
At 12 to 16 cavities, IPC weight sampling must cover all cavities — not a random selection. If only 5 containers are weighed per IPC event and 12 to 16 cavities are running, statistically one or more cavities will be missed in each sampling event. For small-format pharmaceutical IBM, the IPC protocol should specify a complete cavity traverse — one container from every cavity — at each IPC event. This requires cavity identification systems (marking one container per cavity at each cycle, or using cavity-coded handling lanes) that are more complex to implement on high-cavity-count small-format moulds than on 2 to 4-cavity large-format moulds.
Dropper Orifice Dimensional Audit
For pharmaceutical vials with integral dropper tips, orifice inner diameter is a critical quality attribute checked by pin gauge or air gauge on a batch sample basis. At high output rates, a sampling plan of at least 2 containers per cavity per shift (24 hours) is typical for ophthalmic containers. Any cavity showing progressive orifice dimension drift (detected in the control chart before specification limit breach) triggers a tooling inspection and core pin measurement — allowing preventive replacement before out-of-specification product is manufactured.
9. Frequently Asked Questions
Q: What is the smallest container IBM can reliably produce at industrial scale?
IBM can produce containers as small as 1 ml at industrial scale — laboratory reagent vials, single-dose ophthalmic ampoules, and micro-dose pharmaceutical vials in this size range are in commercial production on IBM machines. At 1 ml, parison weight per cavity is approximately 0.5 to 1.0 g, core pin diameters are 2 to 4 mm, and orifice dimensions are in the sub-millimetre range. These containers require the highest precision tooling in IBM production and the tightest process parameter control. Cavity count at 1 ml can reach 16 to 24 on a ZQ60HE platen, generating output rates of 400,000 to 600,000 containers per 24 hours. This size range is extremely demanding to qualify and maintain but represents the highest-value pharmaceutical IBM application per unit produced.
Q: How does the ZQ60HE’s 2.5-second dry cycle translate to actual production improvement versus hydraulic IBM?
The dry cycle is the time for one complete machine cycle excluding the injection cooling dwell and blow cooling dwell — essentially the mechanical motion time (inject, index, blow, index, strip, index). For a 5 ml LDPE eye drop container at 4.0-second total cycle: the injection cooling dwell might be 2.0 seconds and blow cooling 0.8 seconds — meaning the mechanical motion portion is 1.2 seconds. The ZQ60HE’s 2.5-second dry cycle versus hydraulic’s 4.0 seconds is therefore an absolute improvement of 1.5 seconds on the mechanical portion — but since the mechanical portion is only 1.2 seconds in this 4.0-second total cycle, the ZQ60HE is limited by the cooling dwell, not the mechanical speed. In practice, the ZQ60HE’s cycle time advantage over hydraulic IBM is largest when the cooling time is short relative to total cycle — which is exactly the case for small thin-wall containers. A 5 ml LDPE vial on hydraulic IBM might achieve a 5.5-second total cycle; on ZQ60HE the same container achieves 4.0 seconds — a 27% cycle time reduction and proportional output increase.
Q: Can a high-cavity-count small-format mould be validated for multiple container SKUs by changing only the blow cavity?
Yes — this is a standard tooling cost reduction strategy for producers with multiple small-format SKUs sharing the same neck finish. If three different 10 ml PP oral solution products use the same 24/410 neck standard, a single injection cavity block and core pin array can be shared across all three products by changing only the blow cavity (which defines the bottle body shape and volume). Each blow cavity change requires a changeover procedure and re-verification of container weight and dimensions, but the injection cavity qualification (the most expensive and time-consuming tooling qualification for pharmaceutical containers) is performed once. This approach is sometimes called a “shared neck tooling platform” and is particularly valuable in veterinary pharmaceutical manufacturing where multiple companion animal products share the same oral syringe adaptor neck format.
Q: Is there a meaningful output difference between 12 and 16 cavities on the ZQ60HE for a 10 ml container?
Yes, but less than proportional. Going from 12 to 16 cavities (33% more cavities) increases output by approximately 25 to 28% because the larger 16-cavity mould has a slightly longer cycle time (slightly more melt to inject, slightly longer runner cooling, marginally more table index mass). For a 10 ml PP container: 12-cavity produces approximately 186,000 bottles per 24 hours at 5.0 seconds cycle; 16-cavity produces approximately 228,000 bottles per 24 hours at 6.0 seconds cycle — an increase of approximately 22%. The additional tooling cost for a 16-cavity mould versus 12-cavity is approximately 25 to 35%, making the economics roughly even in output per dollar of tooling investment. The 16-cavity option becomes economically superior at very high annual volumes where machine time is the scarce resource, while the 12-cavity option is better for moderate volumes where tooling amortisation is the primary cost driver.
10. Conclusion
High-speed small-format IBM is the most technically demanding and commercially valuable segment of injection blow molding production. The containers are small, the tolerances are tight, the cavity counts are high, and the quality consequences of process variation are immediately visible in clinical and cosmetic applications. But the output rates — 30 to 90 million containers per machine per year at small format — make it the highest-throughput IBM configuration available, and the economic case for maximising cavity count and cycle speed is compelling.
Key Principles for High-Speed Small-Format IBM
Maximise cavity count first — it is the single largest unit cost lever in small-format IBM. H-tree runner balance and flow simulation are essential for 8+ cavity moulds.
Core pins ground to plus or minus 0.01 mm with DLC coating. Blow cavities polished to SPI A1 or A2. Chilled cooling water circuits within 8 mm of cavity surfaces.
ZQ60HE all-electric for pharmaceutical, cosmetic, and high-volume veterinary small-format lines. ZQ40 for entry-level or moderate-volume small-format operations.
Automated vision inspection for 100% surface check at high throughput. Stratified IPC sampling covering all cavities. Dropper orifice dimensional audit on control chart schedule.
Our engineering team provides machine selection guidance, clamping force calculations, cavity count optimisation, and tooling design consultation for high-speed small-format IBM projects across pharmaceutical, cosmetic, veterinary, and specialty chemical applications. Contact us with your container volume, annual output target, and quality requirements for a complete line specification within 24 hours.
High-Speed Small-Format IBM Line Inquiry
Tell us your container (volume, resin, application), target annual output, and cavity count preference. We return a machine recommendation, output calculation, tooling specification guidance, and factory-direct quotation within 24 hours.

























