1. What Is Injection Blow Molding?
Injection blow molding — commonly abbreviated as IBM — is a plastic container manufacturing process that combines two established polymer processing technologies: injection molding and blow molding. In a single machine cycle, the IBM process injects molten plastic around a steel core pin to form a precisely shaped preform (called a parison), then uses compressed air to inflate that parison inside a blow cavity to produce the final hollow container shape.
The result is a container that is 100% flash-free, has a precisely moulded neck thread, and exhibits uniform wall thickness — qualities that are difficult or impossible to achieve with conventional extrusion blow molding.
IBM was first commercialised in the 1960s and has since become the dominant process for producing small-to-medium format containers in pharmaceutical, cosmetic, food, and agrochemical applications — anywhere that precision, cleanliness, and dimensional accuracy are non-negotiable.
📌 Definition: Injection blow molding (IBM) is a three-station rotary plastic container manufacturing process in which a parison is first injection-moulded around a core pin, then blow-moulded to final shape, then stripped from the core pin — all within a single continuous machine cycle, without intermediate transfer or reheating.
2. How the IBM Process Works — Three Stations Explained
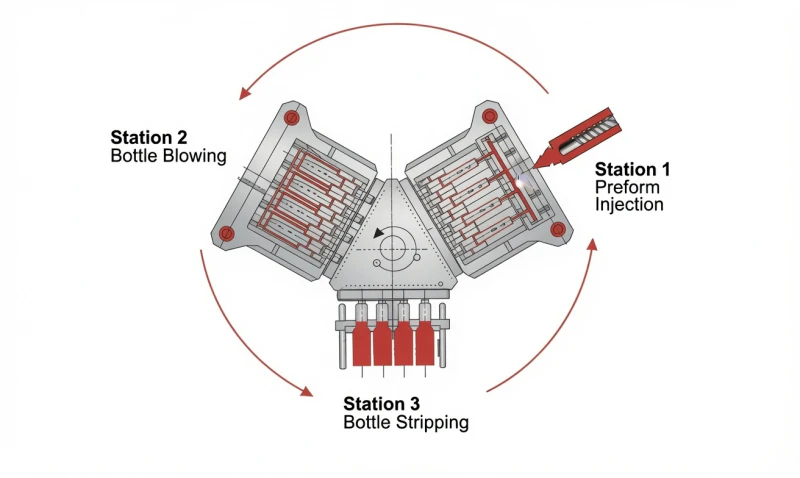
The defining feature of injection blow molding is its three-station rotary table architecture. A central rotary table carries a set of hardened steel core pins that index 120° at a time through three sequential processing stations. All three stations operate simultaneously — meaning injection, blowing, and stripping are happening at the same time in every cycle, with no idle time between operations.
Here is what happens at each station:
① Station 1 — Injection (Parison Formation)
At the injection station, an injection moulding unit — comprising a reciprocating screw plasticising barrel and a clamped injection cavity — injects molten thermoplastic resin around the core pins at high pressure. The injection cavity is clamped shut by the machine’s injection clamping force (anywhere from 400 KN on compact models to 1,350 KN on the largest industrial machines).
The result is a parison: a thick-walled, tube-shaped preform that already has the final neck thread moulded in precise detail. Because the neck is formed in the injection cavity — not from a pinch-off — it is dimensionally exact, flash-free, and fully finished. No trimming is required.
The parison remains on the core pin — held at the right temperature for blowing — as the rotary table indexes to Station 2.
② Station 2 — Blowing (Container Formation)
At the blow station, the still-hot parison is enclosed within a blow cavity that defines the final external shape of the container. Compressed air is introduced through the core pin at 0.7–1.2 MPa, inflating the parison outward against the blow cavity walls to produce the finished bottle body.
Because the parison retains heat from the injection stage, no reheating is required — this is a major efficiency advantage over two-step ISBM processes. Cooling water channels in the blow cavity walls rapidly cool the container to a stable, ejectable temperature.
The blow clamping force (60–200 KN depending on machine model) holds the blow cavity tightly closed throughout inflation, preventing any material escape on the blow parting line.
③ Station 3 — Stripping (Container Ejection)
At the stripping station, the finished container is mechanically ejected from the core pin via a stripping mechanism (stroke range: 220–280 mm depending on model). The stripped container falls onto a take-off conveyor or into a collection bin for downstream processing — labelling, filling, leak testing, or packaging.
Critically, all three stations operate in parallel during every cycle. While new parisons are being injected at Station 1, containers are being blown at Station 2, and completed bottles are being stripped at Station 3 — simultaneously. This parallel operation is what gives IBM machines their exceptional output efficiency despite the multi-step nature of the process.
✅ IBM Process Summary
Inject parison (Station 1) → Index 120° → Blow to shape (Station 2) → Index 120° → Strip container (Station 3) → Index 120° → Repeat. Typical dry cycle time: 2.5 seconds (all-electric) to 4 seconds (hydraulic).
3. What Materials Can Be Used in Injection Blow Molding?
One of the most important practical advantages of IBM is its compatibility with a wide range of thermoplastic resins. Unlike extrusion blow molding — which is limited primarily to HDPE, LDPE, and PP — the injection blow molding process handles the full spectrum of common packaging polymers:
PET
Polyethylene terephthalate. High clarity, food/pharma-grade. Used for transparent pharmaceutical and food containers. Requires desiccant drying before processing.
PP
Polypropylene. Excellent chemical resistance, autoclave-sterilisable. Widely used in pharmaceutical, cosmetic, and food packaging.
HDPE
High-density polyethylene. Outstanding chemical resistance and impact strength. Industry standard for agrochemical, household chemical, and industrial containers.
LDPE
Low-density polyethylene. Flexible, squeezable containers. Used for eye drops, nasal sprays, and dropper bottles requiring soft sidewall deflection.
PETG
PET glycol-modified. Superior clarity without the crystallinity issues of standard PET. Used for cosmetic and luxury packaging requiring glass-like appearance.
PVC
Polyvinyl chloride. High clarity, good barrier properties. Used for pharmaceutical blister and liquid containers where PVC regulations permit.
The specific resin selected for an IBM project depends on the end product’s regulatory requirements (FDA, EU food contact, pharmaceutical compliance), the chemical nature of the product being packaged, required clarity, wall flexibility, and cost-per-kilogram considerations. Our engineering team advises on resin selection as part of every machine and mould project consultation.
4. IBM vs Extrusion Blow Molding vs Injection Stretch Blow Molding
There are three principal blow molding processes in commercial use. Understanding the differences is essential for making the right process choice for your container application:

| Feature | IBM (Injection Blow) | EBM (Extrusion Blow) | ISBM (Injection Stretch Blow) |
|---|---|---|---|
| Parison Formation | Injection moulded | Extruded tube | Injection moulded preform |
| Flash / Trim Waste | None — flash-free | Yes — requires trimming | None |
| Neck Thread Accuracy | Excellent — moulded in injection | Poor — pinch-off limited | Excellent |
| Wall Thickness Uniformity | ±1% variation | ±10–20% variation | Excellent (bi-axial) |
| Bottle Clarity (PET) | Good | Moderate | Excellent (bi-axial orientation) |
| Material Scrap Rate | Zero scrap | 20–40% regrind | Zero scrap |
| Typical Container Size | 1 ml – 2,000 ml | 50 ml – 30 L+ | 50 ml – 5 L (PET focus) |
| Best Resins | PET, PP, HDPE, LDPE, PETG, PVC | HDPE, LDPE, PP | PET (primary) |
| Mould Cost | Medium | Lowest | Medium–High |
| Key Strength | Precision + cleanliness + no waste | Large format, low tooling cost | Max PET clarity and strength |
When to choose IBM over EBM or ISBM:
IBM is the right process when your priority is dimensional accuracy, zero flash, clean production, and precise neck thread moulding — particularly for small-to-medium format containers in pharmaceutical, cosmetic, and food applications. If you need very large containers (above 2,000 ml), EBM is the more practical choice. If you need maximum PET clarity for water bottles or carbonated beverage containers with very thin walls and bi-axial strength, ISBM is the superior process.
💡 Not sure which process fits your product? Our engineering team evaluates your container drawings and recommends the optimal process — IBM, ISBM, or EBM — based on your volume, resin, size, and quality requirements. Explore our full range of injection stretch blow molding machines and injection blow molding machines to compare options.
5. Key Advantages of the IBM Process
The injection blow molding process offers a distinctive set of performance advantages that explain its dominance in precision container manufacturing across pharmaceutical, cosmetic, and food sectors:
Zero Flash, Zero Trim Waste
The IBM process produces containers that require no post-moulding flash trimming. Material waste is virtually zero — there is no pinch-off scrap, no tail, and no runner system waste (beyond a minimal sprue in some configurations). This directly reduces material cost and eliminates a secondary trimming operation.
Precision Neck Thread — Injection Moulded Accuracy
The bottle neck is formed in the injection cavity to injection moulding tolerances (±0.1 mm), not from a blow pinch-off. This means consistent, accurate thread dimensions for child-resistant caps, tamper-evident closures, ROPP closures, and dropper fitments — critical in pharmaceutical and agrochemical packaging.
Uniform Wall Thickness ±1%
IBM achieves wall thickness variation within ±1% across the container body — versus ±10–20% for extrusion blow molding. This uniform wall is critical for weight accuracy, fill-line visibility, label adhesion consistency, and container strength in drop and stack tests.
Clean Production — No Contamination Risk
Without flash trimming operations, there is no particulate contamination from trim debris falling into containers. For pharmaceutical, food, and medical device packaging, this inherent cleanliness advantage makes IBM the preferred choice over EBM in regulated production environments.
Wide Volume Range — 1 ml to 2,000 ml
IBM machines handle container volumes from miniature 1 ml eye drop vials to 2,000 ml agrochemical bottles on the same machine platform — simply by changing mould tooling and adjusting process parameters via the HMI recipe system.
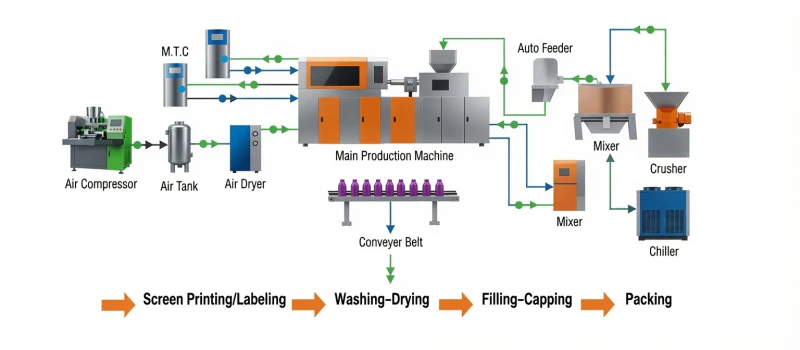
Compact, Integrated Single-Machine Process
The entire IBM process — from raw material granules to finished container — occurs within a single machine with a compact footprint (from 3 × 1.3 m on smaller models). No intermediate conveyor, reheating oven, or preform storage is required, unlike two-step ISBM processes.
6. Industries and Applications of Injection Blow Molding
The IBM process serves a remarkably broad range of industries. Its combination of precision, cleanliness, and multi-material capability makes it the preferred container manufacturing technology wherever product integrity and regulatory compliance are primary concerns:
| Industry | Typical IBM-Produced Containers | Primary Process Advantage |
|---|---|---|
| Pharmaceutical | Eye drops, syrup bottles, IV solution jars, tablet containers, nasal sprays (1–500 ml) | Flash-free, FDA-compatible, precise neck for child-resistant caps |
| Cosmetics | Serum vials, lotion bottles, shampoo containers, luxury skincare jars (5–500 ml) | Premium surface finish, no weld line on bottle bottom |
| Food & Beverage | Condiment bottles, honey jars, sauce containers, portion packs (10–2,000 ml) | Food-safe resins, zero flash contamination, fill-line accuracy |
| Agrochemicals | Pesticide bottles, herbicide containers, fertiliser liquids (250–2,000 ml) | HDPE chemical resistance, tamper-evident neck precision |
| Household Chemicals | Cleaning fluids, disinfectants, bleach, automotive products (500–2,000 ml) | Chemical-resistant HDPE/PP, high-cavity production |
| Veterinary | Oral solution bottles, drenching containers, injectable vials (1–500 ml) | Precision dosing neck, UV-barrier resin capability |
7. Types of Injection Blow Molding Machines
IBM machines are available in two primary drive technology categories — hydraulic and all-electric (servo) — and within each category, a range of machine sizes defined primarily by injection clamping force and platen size.
Hydraulic IBM Machines
Traditional hydraulic IBM machines use a hydraulic power unit to drive all clamping, injection, and table movements. They offer proven reliability, high clamping forces (up to 1,350 KN in our ZQ series), and large platen sizes (up to 1,300×500 mm) for maximum-cavity-count production. Hydraulic IBM machines are the workhorse of high-volume industrial container production for agrochemical, food, and household chemical markets.
Our ZQ-series hydraulic IBM machines are available in five sizes: ZQ40 (400 KN), ZQ60 (600 KN), ZQ80 (800 KN), ZQ110 (1,100 KN), and ZQ135 (1,350 KN) — covering container volumes from 1 ml to 2,000 ml across a range of platen sizes and shot capacities to match any production scale.
All-Electric (Servo) IBM Machines
All-electric IBM machines replace every hydraulic circuit with independent servo motors — one for each motion axis. The result is a 2.5-second dry cycle, approximately 30% energy saving, approximately 30% noise reduction, and complete elimination of hydraulic oil — making all-electric IBM machines ideal for pharmaceutical GMP environments, clean-room production, and high-speed small-format container lines.
Our ZQ60HE is the all-electric IBM machine in our range, delivering up to 115,000 bottles per 24 hours on 30 ml pharmaceutical vials — making it one of the highest-output IBM machines in its class. With variable 400–800 KN servo clamping and 200 KN blow clamping, it matches the clamping performance of significantly larger hydraulic machines.
| Model | Drive Type | Injection Clamp | Max Platen | Dry Cycle | Best For |
|---|---|---|---|---|---|
| ZQ40 | Hydraulic | 400 KN | 480×340 mm | 3.5 s | Pharma vials, cosmetics (1–1,500 ml) |
| ZQ60 | Hydraulic | 600 KN | 600×390 mm | 4 s | Mid-large food & agrochem (1–2,000 ml) |
| ZQ80 | Hydraulic | 800 KN | 800×400 mm | 4 s | High-cavity industrial (1–2,000 ml) |
| ZQ110 | Hydraulic | 1,100 KN | 1,100×460 mm | 4 s | Max-cavity industrial (1–2,000 ml) |
| ZQ135 | Hydraulic | 1,350 KN | 1,300×500 mm | 4 s | Peak-output industrial (1–2,000 ml) |
| ZQ60HE | All-Electric | 400–800 KN (variable) | 600×420 mm | 2.5 s | High-speed, GMP pharma, energy-saving |
8. Frequently Asked Questions About Injection Blow Molding
❓ What is the difference between injection blow molding and injection stretch blow molding?
IBM inflates the parison using only air pressure, producing containers with moderate wall orientation. ISBM adds a mechanical stretch rod that simultaneously stretches the parison axially before radial air inflation, creating bi-axial molecular orientation that dramatically improves PET bottle clarity, barrier properties, and drop strength. IBM is preferred for PP, HDPE, and LDPE containers and for applications where thick-wall strength is more important than maximum PET clarity. For PET water bottles and carbonated beverage containers, ISBM is the industry standard. Our website also covers one-step injection stretch blow molding machines for buyers interested in that process.
❓ Can IBM machines produce PET bottles?
Yes — IBM machines process PET effectively for pharmaceutical and food-contact container applications. However, IBM-produced PET containers are not bi-axially oriented (no stretch rod is used), so they will not have the same clarity, barrier performance, or drop strength as ISBM-produced PET bottles. PET IBM containers are widely used in pharmaceutical packaging (high-IV PET for tablet/syrup bottles) where clarity is important but bi-axial strength is not the primary requirement. PET requires crystallising desiccant drying before IBM processing.
❓ How long does an IBM mould tooling set last?
IBM moulds — particularly core pins — experience lower mechanical stress than EBM moulds because there is no pinch-off impact on every cycle. High-quality H13 hot-work tool steel core pins with DLC or hard-chrome coating typically achieve 3–5 million cycles before reconditioning, and often significantly more on smaller, lighter parisons. Injection and blow cavity blocks, made from P20 or H13 steel, typically outlast the core pins. Proper mould temperature control and regular core pin inspection are the primary factors determining mould longevity on an IBM machine.
❓ What is the minimum bottle size an IBM machine can produce?
IBM machines are particularly well-suited to miniature containers — our ZQ series handles container volumes down to 1 ml, which is beyond the practical capability of EBM processes. Eye drop bottles (typically 5–15 ml), sample vials (1–10 ml), nasal spray containers (10–30 ml), and laboratory reagent vials are all standard IBM applications in the small-format range. The 2.5-second cycle of the ZQ60HE all-electric IBM machine is especially productive on these small-format containers, where cooling time is short and cycle speed is the dominant output determinant.
❓ Is injection blow molding suitable for pharmaceutical GMP production?
IBM is one of the most GMP-compatible blow molding processes available. The flash-free process eliminates trim debris contamination; the closed injection-to-blow process minimises environmental exposure of the parison between stations; and pharmaceutical-grade PP and PET resins processed on IBM machines meet USP Class VI, FDA 21 CFR, and EU 10/2011 food contact requirements. All-electric IBM machines (like the ZQ60HE) eliminate hydraulic oil contamination risk entirely, making them particularly suited to pharmaceutical Grade C/D clean-room environments.
9. Conclusion — Is Injection Blow Molding Right for Your Application?
Injection blow molding is the process of choice when your container production priorities include zero flash, precise neck thread accuracy, uniform wall thickness, multi-resin flexibility, and clean production — particularly for containers from 1 ml to 2,000 ml in pharmaceutical, cosmetic, food, agrochemical, and household chemical applications.
It is not always the right choice: for very large containers (above 2,000 ml), extrusion blow molding is more practical. For maximum PET clarity in water bottles and CSD containers, injection stretch blow molding delivers superior results. But for the majority of precision hollow container applications where quality and regulatory compliance are paramount, the IBM process delivers an unmatched combination of dimensional accuracy, zero waste, and production efficiency.
Whether you are evaluating your first IBM machine or upgrading an existing production line, our engineering team is ready to help you select the right machine, mould configuration, and production setup for your specific container and volume requirements.
Ready to Start Your IBM Project?
Get a free machine selection recommendation, cavity layout analysis, and factory-direct quote from our IBM engineering team — within 24 hours of your enquiry.

























