The Most Technically Demanding Small-Format IBM Application — Why Eye Drop Bottle Production Requires Specialised Resin Selection, Precision Cavity Engineering, and Tightly Controlled Process Parameters
Eye drop bottles are among the most technically demanding containers produced by injection blow molding. They are small — typically 5 to 15 ml — with thin, flexible walls, precision-moulded dropper tips or fitment necks, tight dimensional tolerances on every feature, and they must meet ophthalmic pharmaceutical packaging standards that are among the strictest in the entire pharmaceutical industry. Every bottle must dispense a consistent drop volume, must not contaminate the ophthalmic formulation, must maintain sterility of the contents after opening (in multi-dose formats), and must be squeezable with a defined, reproducible finger force.
IBM is the only injection blow molding process capable of producing ophthalmic containers in the 5 to 15 ml range — ISBM cannot reach these small formats, and EBM cannot produce the dimensional precision that ophthalmic closure systems require. This guide explains exactly how eye drop bottles are produced on IBM machines: the resin selection rationale, the critical cavity design parameters, the specific process settings that determine drop volume consistency and squeeze force, the GMP requirements specific to ophthalmic containers, and the quality testing that every compliant ophthalmic IBM container must pass.
1. Why IBM Is the Only Process for Ophthalmic Bottles at 5 to 15 ml
Three process properties make IBM uniquely suitable — and in practice, the only viable process — for ophthalmic containers in the 5 to 15 ml range:
Minimum Container Size: 1 ml
IBM handles containers from 1 ml with reliable parison formation and blow quality. ISBM machines have a practical minimum of approximately 50 ml due to stretch rod geometry constraints. EBM is not suitable for containers below approximately 30 ml because the extruded tube and pinch-off mechanism cannot produce consistent dimensions and flash-free production at these small formats. IBM is the only injection blow option for 5 to 15 ml ophthalmic vials.
Injection-Precision Dropper Tip and Neck
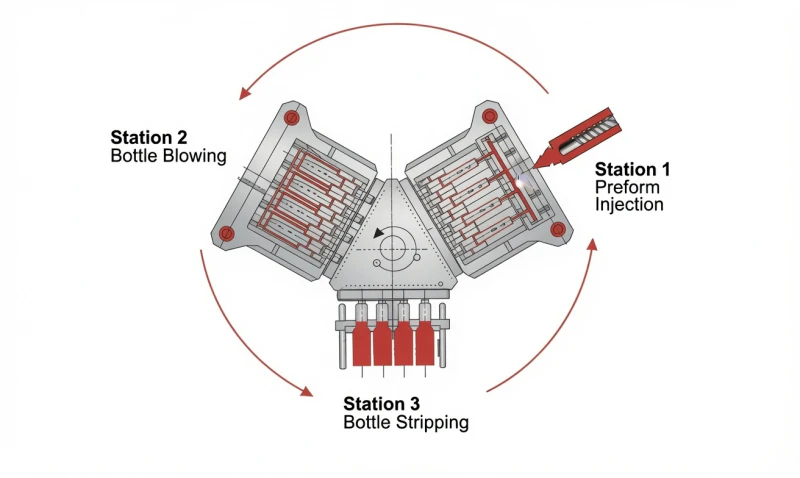
The dropper tip orifice (which controls drop volume), the neck outer diameter (which engages the dropper cap), and the neck thread (which secures the overcap) are all formed at Station 1 in the injection cavity to injection-moulding tolerances of plus or minus 0.05 to 0.1 mm. EBM cannot approach this precision because its neck is formed by a pinch-off. ISBM does not reach these formats. Only IBM achieves the ophthalmic-grade neck precision that dropper fitment and overcap engagement require.
Zero Flash — No Particulate Risk
Ophthalmic formulations are administered directly to the eye — the most sensitive external tissue in the human body. Any particulate contamination of an eye drop bottle, including plastic trim particles from EBM flash trimming, is a patient safety risk. IBM’s inherently flash-free production eliminates this risk by design. There is no trimming step, no trim debris, and no particle-generating post-moulding operation in IBM ophthalmic production.
LDPE Squeezable Wall Capability
Eye drop dispensing requires the bottle body to be deformed by gentle finger squeeze, displacing a defined volume of liquid through the dropper tip. This requires controlled wall flexibility — thin enough to deform under finger pressure of 1 to 3 N, yet stiff enough to recover shape after release (for multi-dose formats). IBM processes LDPE to the thin, uniform wall profiles needed for this controlled squeeze performance. LDPE’s low melt viscosity and good flow into fine features make IBM the technically correct process.
2. Resin Selection: LDPE vs PP for Eye Drop Containers
Resin selection for ophthalmic containers is primarily determined by the required squeeze force and the dosage form requirements. The two candidate resins are LDPE and PP, each with a specific application domain:
| Property | LDPE | PP | Impact on Eye Drop Container |
|---|---|---|---|
| Flexural modulus | 0.15 to 0.4 GPa (very flexible) | 1.4 to 1.8 GPa (stiff) | LDPE deforms under 1 to 2 N finger force; PP requires 4 to 8 N. Patient compliance is significantly better with LDPE for self-administration eye drops. |
| Squeeze recovery | Excellent — full elastic recovery | Good | LDPE recovers shape fully after squeezing, preventing air suck-back into the dropper tip in multi-dose formats — critical for maintaining container sterility. |
| Density | 0.915 to 0.935 g/cm3 | 0.90 to 0.91 g/cm3 | Similar density — minor effect on container weight per unit volume. PP is marginally lighter per gram of wall material. |
| Clarity (IBM container) | Semi-translucent (milky white) | Good (clarified grades) to semi-clear | Neither LDPE nor PP achieves PET-level clarity in IBM ophthalmic containers. Fill level is visible by transillumination but colour clarity is limited. Not a significant clinical limitation for most ophthalmic products. |
| Chemical resistance (ophthalmic) | Excellent for most formulations | Excellent — broader chemical range | Both are chemically inert to most ophthalmic formulations including buffered salines, most preservative systems (benzalkonium chloride, EDTA), and active pharmaceutical ingredients at pharmaceutical concentrations. |
| Autoclavability (121 degrees C) | No (HDT insufficient) | Yes | PP eye drop containers can be filled and terminally sterilised by autoclave. LDPE cannot — LDPE ophthalmic containers must be aseptically filled or use preservative systems for multi-dose self-preserving formulations. |
| European Pharmacopeia monograph | EP 3.1.4 (LDPE) | EP 3.1.3 (PP) | Both have dedicated EP monographs for pharmaceutical use. LDPE EP 3.1.4 is the standard referenced in European regulatory submissions for ophthalmic LDPE containers. |
| Processing temperature (IBM barrel) | 150 to 200 degrees C | 210 to 240 degrees C | LDPE’s lower processing temperature means shorter warm-up time, less thermal degradation risk, lower barrel energy consumption, and easier purging between product campaigns. |
| IBM process suitability | Excellent — primary ophthalmic IBM resin | Good — used when autoclave required | LDPE is the standard resin for IBM eye drop containers globally. PP is selected specifically when terminal autoclave sterilisation of the filled container is required by the formulation or regulatory pathway. |
Standard selection rule: Use LDPE for standard multi-dose ophthalmic drops with preserved formulations (benzalkonium chloride or equivalent preservative system) that do not require autoclave sterilisation — this covers the majority of commercially marketed eye drop products worldwide. Use PP only when the formulation requires terminal autoclave sterilisation or when specific PP compatibility is required by the active pharmaceutical ingredient. PP eye drop containers require slightly thinner walls than LDPE to achieve acceptable squeeze force, and the resulting drop volume per squeeze is less forgiving of wall thickness variation.
3. Eye Drop Bottle Anatomy: Every Feature and Its Function
An IBM eye drop bottle is a precision-engineered ophthalmic delivery device. Each dimensional feature directly affects patient safety, dosing accuracy, or closure system performance. Understanding the function of each feature guides cavity design, process parameter selection, and quality testing strategy:

Dropper Tip / Nozzle Orifice
The most critical dimensional feature. The orifice inner diameter (typically 0.45 to 0.65 mm for standard ophthalmic drops) directly determines the volume of each drop dispensed. The drop volume target is 30 to 50 microlitres — approximately 1/30th of a millilitre. Orifice diameter variation of plus or minus 0.05 mm changes drop volume by approximately 15 to 25 percent. Formed at Station 1 in the injection cavity with the core pin defining the orifice bore.
Neck and Thread / Fitment Engagement Zone
The neck of an ophthalmic container engages either a threaded overcap or a snap-on dropper tip/tip protector assembly depending on the container-closure system design. Neck thread dimensions (T, E, I per ISO or manufacturer standard) must be controlled to plus or minus 0.1 mm for reliable sealing torque and tamper-evidence band performance. The neck is formed entirely in the injection cavity at Station 1.
Shoulder / Transition Zone
The shoulder transitions from the narrow neck to the wider bottle body. In IBM ophthalmic containers, the shoulder geometry is defined partly by the injection cavity (upper shoulder, close to the neck) and partly by the blow cavity (lower shoulder transition). The shoulder wall must be thick enough for structural integrity but thin enough to allow body squeeze to transmit force to the dropper tip without localised stress concentration.
Body (Squeeze Zone)
The body is the primary squeeze zone — the region the patient’s thumb and index finger compress to displace liquid through the dropper tip. Body wall thickness in LDPE ophthalmic containers is typically 0.6 to 1.2 mm depending on the container volume, body diameter, and target squeeze force. This is the thinnest section of the container and is critical for consistent drop dispensing. The body is formed by the blow cavity at Station 2.
Base
The base must provide a stable standing surface and must be free of the weld line found in EBM containers. IBM containers have no base weld — the base is formed by the blow cavity in a single inflation step with no pinch-off. For ophthalmic containers, a flat base allows the closed container to stand upright with the dropper tip up between doses, which is the correct storage orientation for most preserved ophthalmic formulations.
4. Cavity Design: Injection Cavity, Core Pin, and Blow Cavity Engineering
Injection Cavity Design for Eye Drop Bottles
The injection cavity forms the most dimensionally critical features of the eye drop container — the dropper tip region, neck thread, and upper shoulder. Key injection cavity design considerations:
Cavity Steel Grade
H13 hot-work tool steel, hardened to 50 to 54 HRC. LDPE’s abrasive mineral filler content (in some pharmaceutical grades) and the high cycle count of ophthalmic production require hard, wear-resistant cavity steel. The dropper tip orifice insert is typically produced from a separate hardened bushing or EDM-machined directly into an H13 insert to allow replacement if the orifice geometry wears.
Cavity Surface Finish
The injection cavity interior should be polished to Ra 0.05 to 0.1 micrometres (SPI A1 to A2 equivalent) to produce an optically smooth container surface that supports visual inspection of the container for contamination and cloudiness in the finished pharmaceutical product review. Fine surface finish also reduces residual stress in the container wall from cavity friction during ejection.
Draft Angles
Minimum 0.5 to 1.0 degree draft on all injection cavity walls parallel to the direction of core pin withdrawal. Insufficient draft causes scoring of the parison surface during cavity open and table index, producing surface marks that can trap contamination. The dropper tip region requires special attention — the orifice zone may use zero draft over a short length (less than 1 mm) to maintain orifice geometry, with draft beginning immediately above.
Cooling Channel Design
LDPE has lower thermal conductivity than PP or PET, requiring longer cooling times for equivalent wall thicknesses. Injection cavity cooling channels should be positioned within 8 to 12 mm of the cavity wall surface, running a circuit that extracts heat evenly from the entire parison height. Chilled water at 8 to 15 degrees C (vs 20 to 25 degrees C for commodity containers) reduces cooling time and supports cycle time targets of 4 to 6 seconds total cycle.
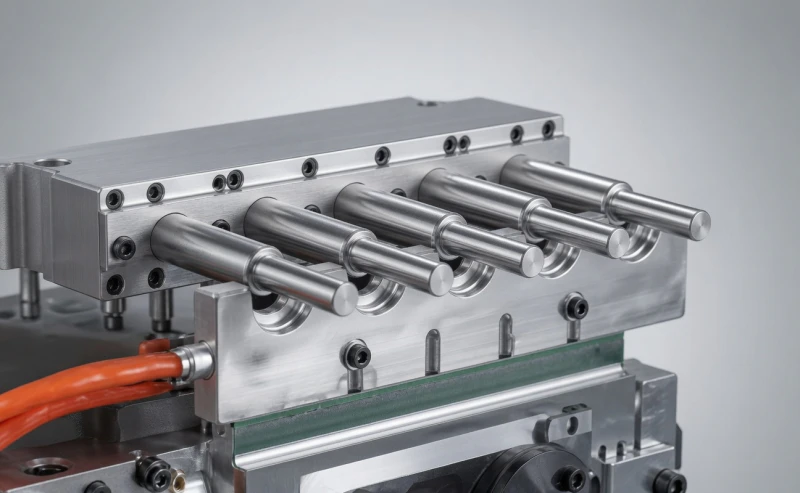
Core Pin Design for Eye Drop Bottles
The core pin is the most complex and highest-precision component in the ophthalmic IBM mould. It defines the container’s internal dimensions, carries the parison from Station 1 to Station 2, and conveys blow air through its hollow centre. For eye drop containers, the core pin must also define the dropper tip bore geometry:
Core Pin Material
H13 tool steel with DLC (Diamond-Like Carbon) or hard-chrome coating. The core pin for ophthalmic containers experiences extremely tight dimensional tolerances (the annular gap between core pin and injection cavity wall is 0.3 to 0.8 mm for typical LDPE eye drop wall thickness) and millions of thermal cycles. DLC coating reduces core pin surface friction, improving LDPE release without requiring mould release agents that would contaminate the container interior.
Blow Air Channel
The hollow blow air channel running through the core pin must be sized to deliver sufficient air volume to fully inflate the LDPE parison within the 0.5 to 1.0-second blow phase of the cycle. For ophthalmic containers, channel diameter is typically 1.5 to 2.5 mm. The air exit at the core pin tip (within the dropper tip zone) must be positioned and sized so that the exiting air inflates the body uniformly without causing stress whitening at the air entry point in the container wall.
Core Pin Thermal Management
On high-cavity-count ophthalmic moulds (8 to 16 cavities), the core pin accumulates heat over successive cycles as the injection station deposits hot LDPE onto it at each shot. Without cooling, the core pin temperature rises progressively, increasing parison temperature at blowing and reducing cavity cycle time control. Core pin cooling through the hollow air channel (using a separate cooling air circuit during the dwell phase) or through temperature-controlled cooling water in enlarged core pin designs helps stabilise parison temperature across production shifts.
Blow Cavity Design for Eye Drop Bottles
The blow cavity defines the final external dimensions of the eye drop container body — diameter, height, shoulder profile, and base geometry. For ophthalmic containers, blow cavity design considerations include:
- Blow ratio: Body diameter / parison outer diameter, typically 1.8 to 2.5 for LDPE ophthalmic containers. Higher blow ratios produce thinner body walls (lower squeeze force required) but risk uneven inflation; lower ratios produce thicker walls (higher squeeze force) but more uniform body wall.
- Blow cavity material: Beryllium copper or aluminium alloy for rapid heat extraction from the thin LDPE body wall. Faster cooling supports shorter cycles and tighter dimensional control of the flexible body.
- Venting: Adequate parting line vents (0.02 to 0.05 mm depth) are essential to prevent trapped air pockets during body inflation that cause surface dimples or incomplete body formation.
- Body taper: A slight body taper of 0.5 to 1.5 degrees from base to shoulder helps container release from the blow cavity during table index without scratching the thin LDPE body surface.
5. Dropper Tip Design: The Critical Orifice That Controls Drop Volume
The dropper tip orifice is the single most critical dimension in an ophthalmic IBM container. Its inner diameter, length, and surface finish collectively determine the volume of each drop dispensed and the consistency of drop volume across the dose range. European Pharmacopeia 0067 (Eye Preparations) specifies that ophthalmic drops should deliver 30 to 50 microlitres per drop for standard ophthalmic dosage forms — a specification that flows directly from the dropper tip orifice geometry.
Drop Volume Physics: The Tate Equation
Drop volume from a dropper tip is governed primarily by the surface tension of the liquid and the outer diameter of the orifice opening (not the inner diameter). The simplified Tate relationship is:
V (microlitres) ≈ 3.4 x D_tip (mm) x surface_tension (mN/m) / (rho x g)
Where D_tip is the external tip orifice diameter, rho is liquid density, and g is gravitational acceleration. For water-based ophthalmic solutions, drop volume is primarily determined by the orifice external diameter and the liquid surface tension.
This means: a tip orifice outer diameter of approximately 0.65 to 0.80 mm delivers approximately 30 to 50 microlitres per drop for isotonic saline-based ophthalmic solutions. The inner diameter controls flow resistance and drop detachment dynamics. The IBM injection cavity and core pin together define both inner and outer orifice dimensions at injection-moulding precision.
| Tip Orifice Parameter | Typical Range | Effect on Drop Volume | Tolerance Requirement |
|---|---|---|---|
| Orifice inner diameter | 0.45 to 0.65 mm | High — primary drop volume control | Plus or minus 0.03 mm |
| Orifice outer diameter | 0.65 to 0.90 mm | High — Tate equation governing dimension | Plus or minus 0.05 mm |
| Orifice length (land length) | 0.5 to 1.5 mm | Moderate — affects flow resistance and drop detachment | Plus or minus 0.1 mm |
| Orifice surface roughness | Ra less than 0.1 micrometres | Low — primarily affects reproducibility | Mirror polish required |
| Tip cone half-angle | 20 to 35 degrees | Low — affects drop trajectory to eye | Plus or minus 2 degrees |
Critical manufacturing note: The dropper tip orifice inner diameter tolerance of plus or minus 0.03 mm is tighter than standard injection moulding tolerances. This requires the orifice-forming core pin tip to be ground to this tolerance, periodically measured with a calibrated air gauge or CMM, and replaced or reground when dimensional drift is detected. On high-cycle ophthalmic production lines (10+ million shots per year), core pin tip inspection should be included in every quarterly preventive maintenance event.
6. IBM Process Parameters for Eye Drop Bottle Production
Eye drop IBM production operates within tighter process windows than standard pharmaceutical container production because the dropper tip orifice and body wall thickness tolerances are more demanding. The following parameters and their ranges represent validated pharmaceutical ophthalmic IBM production conditions for LDPE containers:
| Process Parameter | Typical Range (LDPE) | Effect on Container Quality | Control Criticality |
|---|---|---|---|
| Barrel Zone 1 (feed) | 140 to 160 degrees C | Pre-heats LDPE granules for melting; too low causes uneven melt, too high risks early degradation | High |
| Barrel Zone 2 (compression) | 155 to 175 degrees C | Completes melting; temperature here drives melt viscosity and injection pressure | Critical |
| Barrel Zone 3 (metering/nozzle) | 165 to 195 degrees C | Determines melt temperature at injection. Too high increases degradation and reduces LDPE molecular weight; too low causes incomplete dropper tip fill | Critical |
| Injection pressure (fill) | 50 to 80 MPa | LDPE’s low viscosity requires less injection pressure than PP or PET. Too high risks flash at parting line; too low risks short shots in dropper tip orifice zone | Critical |
| Hold pressure | 30 to 55 MPa, 1.5 to 3 seconds | Compensates for LDPE volumetric shrinkage during cooling. Insufficient hold produces underweight, dimensionally undersized parisons with thick wall inconsistency | Critical |
| Cooling time (injection station) | 2.0 to 4.0 seconds | LDPE’s lower HDT vs PP requires longer cooling to solidify the parison sufficiently for transfer to blow station without deformation on table index | High |
| Blow air pressure | 0.5 to 0.9 MPa | LDPE’s good elasticity requires moderate blow pressure. Insufficient pressure leaves the container body partially unformed with thick, non-uniform walls; excess pressure risks blow cavity parting line flash | High |
| Blow cooling time | 1.5 to 3.5 seconds | Thin LDPE body walls (0.6 to 1.2 mm) cool relatively quickly, but excessively hot ejection leads to body deformation on stripping. Chilled blow cavity water (8 to 12 degrees C) allows shorter blow cooling times | High |
| Total cycle time | 4.0 to 7.0 seconds | Determined by longest station dwell (typically injection cooling + hold pressure). Achieving 4 to 5-second cycles on LDPE ophthalmic production requires optimised cooling circuit design and chilled water supply at 8 to 10 degrees C. | Monitor |
| Screw back pressure | 3 to 8 MPa | Low back pressure for LDPE — sufficient to eliminate air entrainment and ensure melt density consistency, but not so high as to generate excessive shear heat in the low-viscosity LDPE melt | Moderate |
7. Squeeze Force Engineering: Wall Thickness and Resin Stiffness
Squeeze force — the finger force required to express a single drop from the ophthalmic container — is a critical clinical and regulatory parameter. If squeeze force is too high (greater than approximately 5 N for standard ophthalmic drops), elderly patients and those with arthritis or limited hand mobility cannot self-administer the medication. If too low (less than approximately 0.5 N), the container is prone to accidental dispensing and cannot be controlled for single-drop accuracy.
Squeeze force is engineered through three interdependent variables:
Variable 1: Resin Stiffness (Flexural Modulus)
LDPE (0.15 to 0.4 GPa) produces the lowest squeeze force at any given wall thickness. PP (1.4 to 1.8 GPa) at the same wall thickness requires 4 to 8 times more squeeze force. This is the primary reason LDPE dominates ophthalmic container production — its inherent flexibility delivers patient-appropriate squeeze force at practical wall thicknesses.
IBM control: resin selection is fixed at product development. The IBM process must consistently reproduce the specified resin’s wall thickness across all cavities and cycles.
Variable 2: Body Wall Thickness
Squeeze force is approximately proportional to the cube of wall thickness (beam bending theory). Doubling wall thickness from 0.7 mm to 1.4 mm increases squeeze force approximately 8-fold at constant resin stiffness. For LDPE ophthalmic containers, typical body wall targets are 0.65 to 1.0 mm for 5 to 10 ml containers, and 0.55 to 0.85 mm for 10 to 15 ml containers with wider bodies.
IBM control: body wall thickness is set by the blow ratio (blow cavity diameter / parison outer diameter) and the parison wall thickness set by injection parameters.
Variable 3: Body Geometry (Diameter and Height)
Larger body diameter reduces squeeze force at constant wall thickness (larger radius of curvature deflects more easily). Taller bodies with greater free span between shoulder and base also reduce force requirements. Body diameter is defined by the blow cavity; body height is defined by parison height and blow cavity depth. Both are set in cavity design and cannot be adjusted in-process without mould change.
IBM control: body geometry is set in mould design. Only wall thickness (through injection parison parameters) can be fine-tuned in production to trim squeeze force within a narrow range.
Squeeze Force Target Ranges for Ophthalmic Containers
| Patient Group | Maximum Acceptable Squeeze Force | Design Implication |
|---|---|---|
| General adult population | Less than 5 N | Standard LDPE wall thickness design achieves this for most 10 ml container designs |
| Elderly patients (65+ years) | Less than 3 N preferred | May require reduced wall thickness (0.6 to 0.75 mm) or larger body diameter to meet accessibility requirements |
| Arthritis / limited grip strength | Less than 2 N (specialised design) | Requires wide-body, thin-wall LDPE design; minimum viable IBM wall thickness approximately 0.5 mm |
8. Multi-Dose vs Single-Dose: Container Design Differences
Multi-Dose Eye Drop Containers (5 to 15 ml)
The standard IBM ophthalmic container for preserved ophthalmic formulations (containing benzalkonium chloride, EDTA, or other preservative systems). A single container provides 28 to 60 doses depending on drop volume and fill volume.
Critical multi-dose design requirements:
- Body elastic recovery after squeezing — prevents air ingress that could introduce contamination
- Sterile tip design — prevents microbial colonisation of the orifice between doses
- Tamper-evident overcap engagement — verifiable first opening
- Adequate LDPE rigidity to stand upright tip-up between doses
- Consistent drop volume across the full fill level range (from full to near-empty)
Single-Dose Eye Drop Containers (0.3 to 0.5 ml)
Unit-dose containers used for preservative-free ophthalmic formulations, post-surgical drops, and applications where single-use sterility is required. Each container provides a single patient dose for both eyes (one or two drops per eye).
Critical single-dose design requirements:
- Twist-off tip design — patient twists the tip to open; IBM forms the twist-off zone integrally
- Very small container volume (0.3 to 0.5 ml) — IBM handles these formats; ISBM and EBM cannot
- Hermetic seal before opening — no preservative, so pre-opening sterility is absolute requirement
- Complete evacuation of contents in 1 to 2 drops without residual pooling
- Snap-apart strip packaging compatibility for unit-dose pharmacy dispensing
Single-dose container IBM considerations: Ultra-small single-dose ophthalmic containers (0.3 to 0.5 ml) are at the extreme lower bound of IBM capability. Parison weight is typically 0.4 to 0.8 g of LDPE; cavity count per mould is commonly 8 to 16 to achieve economic output rates. The twist-off tip design adds complexity to the injection cavity — the scored twist-off zone must be formed with precise wall thickness control (typically 0.15 to 0.25 mm at the score line) to allow clean twist-off without deforming the orifice geometry. High-precision IBM moulds for single-dose ophthalmic containers represent some of the most technically demanding mould work in the injection blow moulding industry.
9. GMP and Regulatory Requirements for Ophthalmic IBM Containers

Ophthalmic preparations are regulated to among the strictest standards in the pharmaceutical industry because they are administered directly to the eye without the barrier protections that protect other mucous membranes. The regulatory requirements specific to ophthalmic IBM containers include:
European Pharmacopeia 0067 (Ophthalmic Preparations)
EP 0067 specifies requirements for the container-closure system for eye preparations including: sterility where required, absence of particulate contamination above specified size limits, drop volume within 30 to 50 microlitres per drop, container integrity after closure, and labelling requirements. IBM container producers supplying European pharmaceutical customers must demonstrate that their containers meet EP 0067 performance requirements when combined with the specified closure system.
USP 771 (Ophthalmic Products — Quality Tests)
USP 771 specifies the quality tests required for ophthalmic preparations in the US market, including particulate matter limits (USPC 789 for sub-visible particles), container performance testing, and sterility where applicable. IBM containers supplied for US ophthalmic drug products must be compatible with these test requirements, and container qualification studies should include extraction and functional testing under USP 771 conditions.
Particulate Contamination Control
Ophthalmic products are subject to the most stringent particulate contamination limits of any non-sterile pharmaceutical. Visible particles in the container before filling are a critical defect. IBM’s flash-free production eliminates the trim particle source that makes EBM containers higher risk for ophthalmic use. However, IBM ophthalmic containers must still be 100 percent visually inspected for particulates, surface defects, and dimensional anomalies before release.
Extractables and LDPE-Specific Compliance
LDPE used for ophthalmic containers must comply with EP 3.1.4 (Polyethylene Without Additives for Containers for Parenteral Preparations and for Ophthalmic Preparations). This is a more stringent standard than the general EP 3.1.4 for pharmaceutical LDPE, requiring that the LDPE resin contain no additives whatsoever (no antioxidants, no processing aids, no slip agents) because of the sensitivity of ophthalmic tissue to trace chemical extractables. Additive-free LDPE grades for ophthalmic use are available from specialist suppliers but require careful processing temperature control because the absence of antioxidants reduces the resin’s thermal stability.
Additive-free LDPE processing note: EP 3.1.4 ophthalmic-grade additive-free LDPE must be processed at strictly controlled barrel temperatures (maximum 190 degrees C at nozzle zone) and with short residence times to prevent oxidative degradation in the absence of antioxidant protection. Purging between production runs must use a compatible purging compound that does not contaminate the next run. Our IBM machine engineering team provides specific barrel temperature profile recommendations for additive-free ophthalmic LDPE grades from major pharmaceutical resin suppliers.
10. Quality Testing: What Every Ophthalmic IBM Container Must Pass
| Test | Method / Standard | Frequency | Acceptance Criterion |
|---|---|---|---|
| Drop volume test | Gravimetric — fill with water, dispense 5 drops, weigh; convert to microlitres | IPC: every 60 min | 30 to 50 microlitres per drop (EP 0067); product-specific limits typically narrower |
| Container weight | Analytical balance, all cavities | IPC: every 30 min | Mean plus or minus 3 percent; individual within mean plus or minus 5 percent |
| Orifice inner diameter | Pin gauge or calibrated CMM stylus probe | Batch sample: every 2 h | Specification plus or minus 0.03 mm |
| Neck dimensions (T, E, I) | Go/No-Go gauges; CMM for qualification | IPC: every 60 min | Per container specification drawing tolerances |
| Squeeze force | Force gauge on filled container; measure peak force to dispense one drop | Batch sample: every 2 h | Typically 0.5 to 5.0 N; product-specific limits per patient use study |
| Container leak test | Vacuum decay or dye penetration on closed container | Batch AQL sample | Zero leaks at test vacuum/pressure conditions |
| Visual inspection (particulate) | Trained inspector under standardised light conditions; or automated vision | 100 percent | Zero visible particles, surface defects, flash, sink marks, or colour anomalies |
| Closure compatibility (cap removal torque) | Torque wrench test on closed container with specified closure | Qualification and periodic | Cap removal torque within specification range; no thread galling or cap deformation |
| EP 3.1.4 physicochemical tests | Extractables per EP 3.1.4 (appearance of solution, UV absorbance, reducing substances, heavy metals, SO4, Cl) | Lot qualification + annual | All tests within EP 3.1.4 limits for LDPE containers for ophthalmic use |
| Body wall thickness | Ultrasonic wall thickness gauge at 4 defined body points | Qualification + periodic audit | Within plus or minus 15 percent of target at all points; no point below minimum |
11. Machine Selection: Which ZQ Model for Eye Drop Production
Eye drop containers are small-format, low-shot-weight containers. The required injection clamping force per cavity is relatively low (see Section 4 of our clamping force guide for calculation detail), meaning that machine selection for ophthalmic IBM is driven primarily by:
- Platen size — to fit the required number of cavities (8 to 16 typically) within the injection cavity block footprint
- Shot weight capacity — sufficient to fill all cavities simultaneously at the specified parison weight (typically 0.4 to 2.0 g per cavity for 5 to 15 ml ophthalmic containers)
- Drive technology — all-electric preferred for GMP ophthalmic applications (zero hydraulic oil)
- Cycle speed — maximum output rate per machine for the target 24-hour production volume
| ZQ Model | Clamp (KN) | Max Shot (g) | Platen (mm) | Ophthalmic Application Fit |
|---|---|---|---|---|
| ZQ40 (Hydraulic) | 400 | 190 to 260 g | 480 x 340 | Up to 8 to 12 cavities for 5 to 10 ml LDPE ophthalmic containers. Clamping force comfortably adequate. Shot weight adequate for up to 12 cavities at 1.0 g parison weight. |
| ZQ60HE (All-Electric) | 400 to 800 | 280 to 360 g | 600 x 420 | Recommended for pharmaceutical ophthalmic production. Zero hydraulic oil, 2.5-second dry cycle (up to 115,000 bottles/24h on 30 ml vials, proportionally more on 5 to 10 ml at higher cavity count), superior shot repeatability (plus or minus 0.1%). Variable clamping 400 to 800 KN recipe-controlled. |
| ZQ60 (Hydraulic) | 600 | 260 to 383 g | 600 x 390 | Larger platen than ZQ40; accommodates up to 16 cavities for 5 to 10 ml containers. Used when higher cavity count is needed and all-electric is not available. Hydraulic oil management programme required for ophthalmic GMP compliance. |
| ZQ80 (Hydraulic) | 800 | 466 g | 800 x 400 | Large platen for 20+ cavity ophthalmic moulds or for producers running both small ophthalmic and larger pharmaceutical containers on the same machine. Clamping force and shot weight are significantly in excess of ophthalmic container requirements. |
Recommendation for new ophthalmic IBM lines: The ZQ60HE all-electric IBM machine is the recommended platform for pharmaceutical ophthalmic container production. Its zero hydraulic oil, 2.5-second dry cycle, plus or minus 0.1 percent shot repeatability, and recipe-controlled variable clamping from 400 to 800 KN provide the cleanest production environment, highest output rate, and best process control of any IBM machine in its size class. For producers currently operating hydraulic IBM machines for ophthalmic production and evaluating upgrade options, the ZQ60HE all-electric provides both the GMP compliance improvement and the cycle time improvement that justify the capital investment.
12. Troubleshooting: Common Eye Drop IBM Production Problems
13. Frequently Asked Questions
Q: Can IBM machines produce the integral dropper tip as part of the container, or does the dropper tip need to be a separate component?
IBM can produce either format. For containers with an integral moulded dropper tip (where the tip is formed as part of the injection parison in the injection cavity), the orifice geometry is defined by the core pin and injection cavity at Station 1. This is the most common format for standard preserved multi-dose eye drops. For containers that use a separate dropper insert (a separate LDPE or PP dropper tip assembly that is inserted into a plain neck container after moulding and before filling), the IBM container has a plain neck finish and the dropper orifice is defined by the separate tip component. The separate dropper insert format is used when the orifice geometry is specified by the drug product owner and standardised across multiple container suppliers.
Q: How many eye drop bottles per 24 hours can an IBM machine produce?
Output depends on cavity count, cycle time, and container size. A ZQ60HE all-electric IBM machine at 2.5-second dry cycle with a 12-cavity mould producing 10 ml LDPE ophthalmic containers at approximately 5-second total cycle can produce approximately 12 cavities x (86,400 seconds / 5 seconds) x 0.90 uptime = approximately 186,000 containers per 24 hours. With a 16-cavity mould at the same cycle conditions, output approaches 250,000 containers per 24 hours. For comparison, a hydraulic ZQ60 at 4-second dry cycle and 7-second total cycle with a 12-cavity mould produces approximately 12 x (86,400 / 7) x 0.90 = approximately 133,000 containers per 24 hours — demonstrating the significant output advantage of all-electric IBM for high-volume ophthalmic production.
Q: Can the same IBM machine produce both LDPE eye drop containers and PP pharmaceutical bottles?
Yes, with a product changeover procedure. Switching from LDPE to PP (or vice versa) requires: a barrel purge with the incoming resin (or a dedicated purging compound) to remove residual resin from the previous run, a temperature profile change to the new resin’s processing window (PP barrels are approximately 60 to 80 degrees C hotter than LDPE), a mould change (LDPE eye drop moulds and PP pharmaceutical moulds have different cavity dimensions), and a recipe recall on the PLC. The changeover takes 2 to 4 hours depending on barrel heat-up or cool-down time. On pharmaceutical lines with GMP requirements, changeover must include resin verification (visual inspection of resin granule identity, confirmation of CoA), a cleanliness check of the barrel and screw before startup, and a defined startup purge length before the first containers are released to the pharmaceutical batch.
Q: What is the shelf life of an LDPE eye drop IBM container?
The container shelf life (time from manufacture to filling) and the filled product shelf life (time from filling to patient use) are separate specifications. Unfilled IBM LDPE containers are typically assigned a shelf life of 24 to 36 months from manufacture in the standard pharmaceutical industry practice, provided they are stored in sealed, clean packaging in ambient conditions away from UV, chemicals, and heat above 40 degrees C. The filled product shelf life depends on the drug formulation, preservative system, and stability data — typical preserved eye drops are 24 to 36 months from filling. Container-specific shelf life should be confirmed through accelerated stability testing of the container-closure system under ICH Q1A accelerated and intermediate conditions.
14. Conclusion
Eye drop bottle production is the most technically demanding application in pharmaceutical IBM manufacturing. The combination of miniature container dimensions, critical dropper tip orifice tolerances, LDPE-specific processing parameters, ophthalmic GMP regulatory requirements, and the clinical consequence of getting drop volume, squeeze force, or particulate contamination wrong — administering an inaccurate or contaminated dose directly to the eye — means that every element of the production system must be engineered and controlled with exceptional precision.
IBM is not just a suitable process for ophthalmic containers — it is the only process that can reliably produce 5 to 15 ml LDPE and PP ophthalmic containers with the dimensional precision, flash-free quality, and scale efficiency that commercial ophthalmic container supply demands. No other blow moulding process reaches the combination of minimum container size, neck thread precision, and clean production architecture that ophthalmic pharmaceutical packaging requires.
Our engineering team has extensive experience in IBM ophthalmic container production, covering LDPE and PP resin selection, cavity design for dropper tip orifice precision, process parameter validation, GMP qualification support, and troubleshooting for established ophthalmic IBM lines. Whether you are commissioning a new ophthalmic container production line, qualifying an existing line to a new regulatory market, or troubleshooting drop volume or squeeze force variability in current production, we are available to support the project technically from first consultation through successful qualification.
Ophthalmic IBM Container Project Inquiry
Share your container specification (volume, resin, dropper tip format, dosage form, target market), annual production volume, and GMP requirements. Our engineering team will recommend the right IBM machine model, cavity count, mould concept, and GMP documentation package — factory-direct quotation within 24 hours.

























