Why HDPE Injection Blow Molding Is the Standard for Global Agrochemical Container Supply — and What UN Certification, Chemical Resistance, and Industrial-Scale Output Require of Your Machine and Process
Agrochemical containers are among the most demanding applications in injection blow molding. They must hold concentrated pesticides, herbicides, fungicides, and emulsifiable concentrates that would permeate or stress-crack lesser resins. They must pass UN hazardous materials certification for transport of dangerous goods. They must engage precision child-resistant closures that meet international safety standards. And they must be produced at industrial volumes — hundreds of millions of containers annually across global agrochemical supply chains — at a unit cost low enough to compete in commodity chemical packaging markets.
HDPE injection blow molding meets all of these requirements simultaneously. This guide explains why HDPE is the correct resin for agrochemical IBM, what UN certification requires of the container and the production process, how to size an IBM line for high-volume agrochemical output, and which ZQ-series machine models are right for which container formats.
1. Why HDPE Is the Only IBM Resin for Agrochemical Containers
When agrochemical producers specify a primary container material, the technical selection almost always leads to HDPE. The reasons are rooted in the chemical nature of the formulations being packaged:
Broadest Chemical Resistance
HDPE resists concentrated aromatic solvents (xylene, toluene), emulsifiable concentrate carriers, organophosphate insecticides, pyrethroid formulations, and most herbicide active ingredients. PP is adequate for some water-based agrochemical formulations but fails with aromatic solvent-based emulsifiable concentrates. PET is incompatible with most agrochemical formulations. HDPE’s non-polar, highly crystalline polymer chain structure provides the broadest chemical barrier of any commodity IBM resin.
UN Certification Established Track Record
HDPE IBM containers have an established global regulatory track record for UN Group I, II, and III packaging certification for liquid dangerous goods. The UN packaging testing framework (UN 3H1 designation for HDPE plastic jerricans) is specifically written around HDPE performance data. Substituting PP or PET requires additional testing and often does not pass the hydrostatic pressure, drop, and stacking requirements at the same wall thickness as HDPE.
Environmental Stress Crack Resistance (ESCR)
Surfactant-based agrochemical formulations containing alkyl benzene sulfonates, amine oxides, and similar surfactants cause stress cracking in resins with inadequate ESCR. HDPE container grades are specifically formulated for high ESCR — F20 values (time to failure under standard ESCR test conditions) of 1,000+ hours are standard for agrochemical HDPE grades. This resistance prevents field container failures that could result in formulation spill and environmental or safety incidents.
Thick-Wall Structural Performance
Agrochemical containers must withstand top-load stacking forces during palletised transport, internal pressure from temperature-induced vapour pressure build-up, and drop impact from the heights encountered in agricultural supply chain handling. HDPE’s combination of stiffness, toughness, and creep resistance at the wall thicknesses used in UN-certified IBM containers (typically 1.5 to 3.0 mm) delivers this performance more reliably than alternative resins at equivalent container mass.
| Chemical Type | HDPE | PP | PET |
|---|---|---|---|
| Emulsifiable concentrate (aromatic solvent base) | Excellent | Poor | Poor |
| Water-dispersible granules suspension | Excellent | Excellent | Good |
| Organophosphate insecticide (concentrated) | Excellent | Moderate | Poor |
| Glyphosate herbicide (aqueous) | Excellent | Excellent | Good |
| Fungicide (DMF solvent base) | Good | Poor | Poor |
| Surfactant adjuvant (amine oxide base) | Excellent (high ESCR grade) | Moderate | Moderate |
2. UN Certification: What It Requires and How IBM Qualifies
UN packaging certification is a legal requirement for containers used to transport dangerous goods by road, rail, sea, and air under the UN Model Regulations, ADR/RID (European road/rail), IMDG (sea), and IATA (air) frameworks. Agrochemical concentrates classified as Class 6.1 (toxic substances), Class 3 (flammable liquids), or Class 9 (miscellaneous dangerous goods) require UN-certified primary containers.
.webp)
UN Performance Tests for HDPE IBM Containers
| Test | Conditions | Pass Criterion | IBM Advantage |
|---|---|---|---|
| Drop test | Container filled to 98% capacity, dropped from 1.8 m (PG I), 1.2 m (PG II), or 0.8 m (PG III) at minus 18 degrees C | No leakage from either drop orientation | IBM’s seamless base (no EBM weld line) eliminates the primary failure point in drop testing |
| Hydrostatic pressure test | 250 kPa (PG I/II) or 100 kPa (PG III) held for 5 minutes | No leakage or visible deformation | IBM uniform wall thickness supports consistent hydrostatic performance across all cavities |
| Stacking test | Container loaded to simulated 3-m stack weight for 28 days at 40 degrees C | No leakage; deformation within acceptable limits | HDPE creep resistance at elevated temperature supports stacking performance; IBM wall uniformity ensures predictable base support |
| Leakproofness test | Container with inner membrane immersed in water under 20 kPa air pressure for 5 minutes | No air bubbles or leakage | IBM injection-moulded neck thread precision ensures reliable closure seal engagement for leakproofness |
| Compatibility test | Container filled with actual agrochemical formulation, stored at 40 degrees C for minimum 28 days | No material degradation, permeation, or container failure | HDPE-specific test; HDPE’s chemical resistance enables passage with most agrochemical formulations |
UN Container Designation Code for IBM HDPE Agrochemical Bottles
A UN-certified HDPE IBM agrochemical container carries a marking such as:
UN 3H1/Y1.4/S/26/CH/…
IBM’s UN certification advantage: IBM containers pass UN drop tests more reliably than EBM containers because the base is formed without a weld line. The EBM bottom pinch-off creates a stress concentration at the weld line that is the primary failure point in UN drop tests at minus 18 degrees C. IBM’s weld-free base eliminates this failure mode entirely — a significant advantage in the recurring UN certification testing required when HDPE grades, wall thicknesses, or production conditions change.
3. Agrochemical Container Range: Sizes, Formats, and Neck Standards
| Container Volume | Typical Application | Typical Neck Standard | UN PG Rating | IBM Advantage |
|---|---|---|---|---|
| 50 to 250 ml | Concentrated insecticide, nematicide, specialty fungicide | 24/415 or 28/415 | PG I or II | Only IBM produces flash-free containers below 250 ml with UN-compatible neck precision at scale |
| 250 to 500 ml | Broad-spectrum herbicide, emulsifiable concentrate | 28/415 or 38/415 | PG II | High-volume mid-size format; IBM multi-cavity moulds deliver lowest cost per unit in this segment |
| 500 to 1,000 ml | Systemic fungicide, growth regulator, liquid fertiliser concentrate | 38/415 or 45/400 | PG II or III | Most common agrochemical retail format globally; primary IBM target range for ZQ60 to ZQ80 machines |
| 1,000 to 2,000 ml | Bulk herbicide, large-area application packs, crop protectant concentrates | 38/415 or 45/400 | PG II or III | Requires ZQ80 to ZQ135 for adequate clamping force on large HDPE parisons at multi-cavity counts |
The most commercially important agrochemical IBM formats globally are in the 250 to 1,000 ml range — representing the standard retail and professional user pack sizes for most crop protection products. The 500 ml HDPE agrochemical container at 4 to 8 cavities on a ZQ80 is the single most common agrochemical IBM production configuration worldwide.
Neck standard note: Agrochemical containers require child-resistant closure (CRC) compatibility in many markets under poison regulations (US PPPA, EU Directive 2008/47/EC, and equivalent national legislation). The neck finish (thread outer diameter, neck outer diameter, and tamper-evidence band zone) must be designed to the CRC manufacturer’s specification and tested as a container-closure combination per ISO 8317. IBM’s injection-precision neck threads are essential for consistent CRC engagement across production runs and across all cavities in multi-cavity moulds.
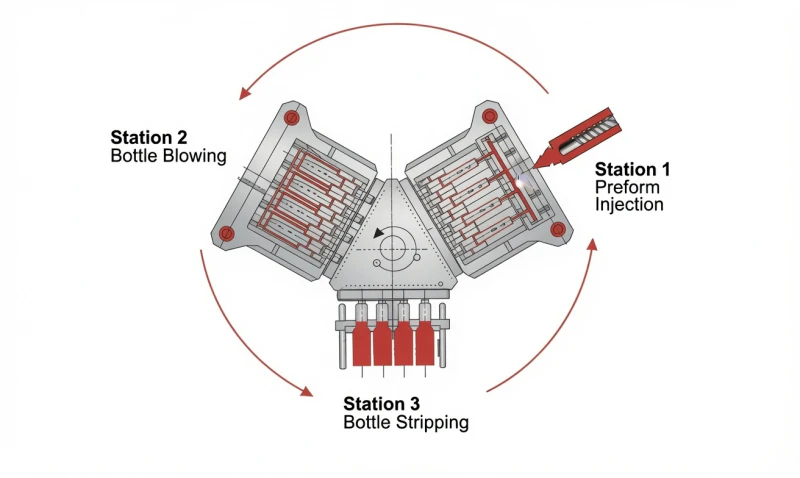
4. HDPE IBM Process: Key Parameters and Wall Design
HDPE processes differently from PP and PET in the IBM machine. The following parameters define reliable HDPE agrochemical IBM production:
Barrel Temperature (HDPE)
170 to 220 degrees C across zones. HDPE processes at the lowest temperature of the three primary IBM resins. The nozzle zone runs at 190 to 210 degrees C. Lower temperatures mean shorter barrel warm-up time and reduced energy consumption per cycle — useful for agrochemical lines running at high annual throughput where energy cost is a meaningful operating variable.
Injection Pressure (HDPE)
75 to 105 MPa cavity pressure — slightly higher than PP at equivalent shot weight due to HDPE’s higher melt viscosity at the processing temperature. Agrochemical containers with thick walls and large parison cross-sections require careful injection pressure management to avoid flash while ensuring complete fill of the neck thread detail.
Mould Shrinkage Compensation
HDPE has high and directionally variable mould shrinkage (1.5 to 3.0 percent, vs 0.2 to 0.5 percent for PET). Injection cavity dimensions must be enlarged from the nominal container dimensions to compensate for post-moulding shrinkage. For UN-certified containers where neck thread dimensions are specified to tight tolerances for CRC engagement, HDPE’s high shrinkage requires precise shrinkage allowance calculation and verification through dimensional sampling of early production containers.
Wall Thickness for UN Certification
UN certification requires the container wall to withstand drop, hydrostatic, and stacking tests at the specified packing group. For HDPE IBM agrochemical containers, minimum body wall thickness is typically 1.5 mm for PG III and 2.0 to 2.5 mm for PG I/II. Parison design (wall thickness = parison wall / blow ratio) and hold pressure settings determine production wall thickness. Wall thickness is a critical validation parameter in UN certification — any process change that could affect wall thickness requires re-testing.
Cooling Time
Thick HDPE walls (1.5 to 3.0 mm body; 3.0 to 5.0 mm neck) require longer cooling times than thin-wall pharmaceutical containers. Total cycle times for 500 ml HDPE agrochemical containers are typically 6 to 10 seconds, versus 4 to 7 seconds for equivalent-volume PP pharmaceutical containers. Chilled water at 10 to 15 degrees C reduces cycle time; temperatures below 10 degrees C risk condensation on mould surfaces in humid environments.
HDPE Grade Selection
Agrochemical HDPE grades must have high ESCR (F20 greater than 500 hours minimum; greater than 1,000 hours recommended) and adequate melt flow for IBM injection. Typical IBM HDPE melt flow index (MFI) is 0.3 to 1.0 g/10 min at 190 degrees C / 2.16 kg — lower MFI (higher molecular weight) improves ESCR and impact resistance but requires higher injection pressure. Major HDPE suppliers provide agrochemical container grades with documented ESCR values and UN test data.
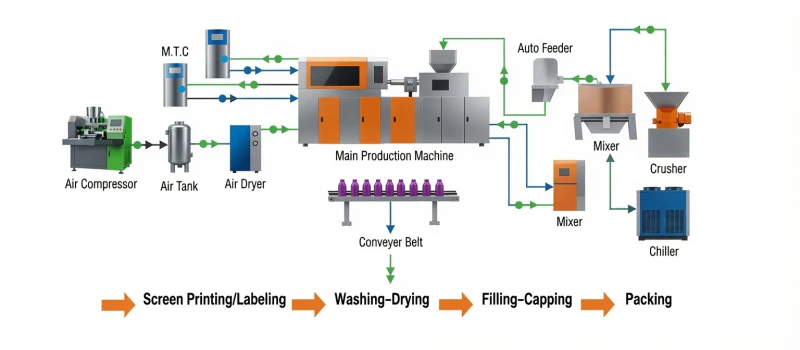
5. High-Volume IBM Production: Cavity Counts and Output Calculations
Agrochemical container production operates at volumes that few other IBM applications match. A single global agrochemical brand may require 50 to 300 million containers per year across multiple formats. Achieving this output economically requires maximising cavity count within the machine’s clamping force and platen size envelope, and running at high uptime on multi-shift schedules.
Output Calculation Example — 500 ml HDPE Agrochemical Container
Cavities per mould
4
ZQ80 500 ml HDPE
Total cycle time
8 s
incl. cooling
Uptime
90%
2-shift operation
Output per 24 hours
38,880
containers per day
Annual output (300 days)
11.7M
containers per machine per year
Calculation: 4 cavities x (86,400 s / 8 s) x 0.90 = 38,880 containers/day. Producers targeting 50 to 100 million containers annually require 4 to 9 machines of this type running simultaneously.
| Container | Cavities | Cycle (s) | Output/Day (90% uptime) | Annual (300 days) | Recommended ZQ Model |
|---|---|---|---|---|---|
| 100 ml HDPE | 6 | 5 | 93,312 | 28M | ZQ60 |
| 250 ml HDPE | 4 | 7 | 44,571 | 13.4M | ZQ60 |
| 500 ml HDPE | 4 | 8 | 38,880 | 11.7M | ZQ80 |
| 1,000 ml HDPE | 2 | 10 | 15,552 | 4.7M | ZQ80 |
| 2,000 ml HDPE | 2 | 14 | 11,117 | 3.3M | ZQ110 / ZQ135 |
6. Machine Selection: ZQ-Series Models for Agrochemical Production
The right ZQ model is determined by three factors: the injection clamping force required for the container and cavity count (see our clamping force guide for calculation), the platen size needed to fit the mould footprint, and the shot weight capacity required for the total parison weight across all cavities.
| ZQ Model | Clamp (KN) | Max Shot (g) | Platen (mm) | HDPE Agrochemical Application |
|---|---|---|---|---|
| ZQ40 | 400 | 190 to 260 g | 480 x 340 | Small format (50 to 250 ml), up to 4 cavities HDPE. Entry-level agrochemical production for specialty niche formats. |
| ZQ60 | 600 | 260 to 383 g | 600 x 390 | 100 to 500 ml HDPE at 4 to 6 cavities. Mid-volume agrochemical lines. Most common ZQ60 application: 250 ml 4-cavity HDPE herbicide bottle. |
| ZQ80 (most common) | 800 | 466 g | 800 x 400 | The standard agrochemical IBM machine. 500 ml at 4 cavities, 1,000 ml at 2 to 3 cavities, smaller formats at higher cavity counts. Covers the majority of global agrochemical container formats. |
| ZQ110 | 1,100 | 540 g | 1,100 x 460 | Large format (1,000 to 2,000 ml) at higher cavity counts. High-output industrial agrochemical lines. Dual 22 KW servo pump motors. |
| ZQ135 | 1,350 | 650 g | 1,300 x 500 | Maximum output agrochemical production. Very large HDPE containers (up to 2,000 ml) at 4 to 6 cavities. Peak industrial capacity for single-machine agrochemical IBM lines. |
The ZQ80 as the agrochemical standard: The ZQ80 at 800 KN injection clamping covers the 500 ml 4-cavity HDPE mould requirement (calculated clamping force approximately 600 to 650 KN with safety factor), fits the platen area needed for a 4-cavity 500 ml HDPE mould, and has sufficient shot weight for 4 x approximately 100 g HDPE parisons. It is the machine that most agrochemical IBM producers worldwide specify for their primary production platform when the target container is in the 250 to 1,000 ml range.
7. Quality Control and Container Testing
Agrochemical IBM quality control combines standard pharmaceutical-style IPC with additional performance testing specific to UN certification and agrochemical supply chain requirements:
In-Process Controls (IPC)
- Container weight: All cavities, every 30 minutes
- Neck dimensions (T, E, I): Every 60 minutes
- Container height and diameter: Every 2 hours
- Visual inspection: 100 percent in-line or trained inspector
- Wall thickness: Ultrasonic at 4 body points, every 2 hours
- Cap application torque: Every 2 hours with specified CRC closure
UN Certification Periodic Testing
- Drop test: Per batch sample per UN schedule
- Hydrostatic pressure: Per batch sample
- Stacking test: New UN certification or process change trigger
- Chemical compatibility: New formulation or annual re-qualification
- ESCR test: Incoming HDPE resin lot qualification
CRC Closure Performance
- CRC engagement / removal test: With specified closure on every production qualification
- ISO 8317 child resistance: New product or closure change
- Torque range test: Application and removal torque within specification
- Tamper-evidence integrity: Band continuity after first opening
ESCR testing for incoming HDPE resin: Environmental Stress Crack Resistance (ESCR) is a property of the HDPE resin grade and its molecular weight distribution — it is not consistently predictable from MFI alone. Agrochemical container producers should require an ESCR F20 value on every incoming HDPE resin lot CoA, and qualify the HDPE grade from each supplier separately. A resin lot that meets MFI specification but has reduced ESCR (due to a polymerisation process variation) may produce containers that pass initial UN certification but fail in field use when exposed to surfactant-based formulations over extended storage.
8. Frequently Asked Questions
Q: Can IBM produce agrochemical containers above 2,000 ml?
IBM is practical for containers up to approximately 2,000 ml for HDPE agrochemical applications. Above 2,000 ml, the parison weight and dimensions require very large clamping forces and platen areas that push beyond the efficient IBM machine size range. Containers above 2,000 ml (5 L jerricans and beyond) are more commonly produced by extrusion blow moulding (EBM) for agrochemical applications, as EBM scales more economically to very large container formats where neck thread precision is less critical (non-pharmaceutical, non-CRC applications). IBM remains preferred for all agrochemical formats where precision neck threads and UN certification via drop test (weld-free base) are required.
Q: Does every IBM agrochemical container need a new UN certification test?
UN certification applies to a specific container design tested with a specific resin grade at a specific nominal wall thickness. Changing any of these parameters — container dimensions, HDPE grade, minimum wall thickness, production process (machine type, process parameters outside validated range) — may require re-certification. Some changes (minor dimensional adjustments within tested tolerances, same resin grade from same supplier) may not require a full re-test but should be assessed by the UN approval authority. The UN approval authority (typically a national competent authority or an accredited testing laboratory designated by the authority) makes this determination. IBM container producers serving agrochemical customers should maintain a change control process that triggers UN certification re-assessment whenever container design or production parameters change.
Q: Is PP ever used for agrochemical IBM containers?
PP is used for a minority of agrochemical container applications where the formulation is confirmed compatible and where the container does not need to hold aromatic solvent-based emulsifiable concentrates. Water-based herbicides (glyphosate, paraquat in water formulation), some biological pesticides, and microencapsulated formulations may be compatible with PP containers. PP also offers the advantage of autoclave sterilisation capability for specialty agrobiological products. However, for the majority of conventional agrochemical formulations — particularly EC (emulsifiable concentrate) formulations with xylene, toluene, or DMF solvent bases — HDPE is the only reliable choice. Always verify chemical compatibility with the specific formulation before substituting PP for HDPE.
Q: What agrochemical container volumes make most economic sense on IBM vs EBM?
IBM is economically superior to EBM for agrochemical containers below approximately 1,000 ml in all applications requiring precision CRC neck threads, zero flash, and reliable UN drop test performance. Above 1,000 ml, EBM begins to compete economically because EBM machine capital cost is lower at large container sizes and EBM output rates for very large containers are comparable to IBM. For containers above 2,000 ml, EBM is typically preferred. The critical quality trade-off is the EBM weld line at the base — for UN PG I applications with the most stringent drop test requirements (1.8 m at minus 18 degrees C), IBM’s weld-free base provides a meaningful and documentable advantage over EBM throughout the 100 ml to 2,000 ml range.
9. Conclusion
HDPE injection blow molding for agrochemical containers is one of the largest volume applications of IBM technology globally. The combination of HDPE’s broad chemical resistance, IBM’s flash-free weld-free production, and the injection-precision neck threads that UN certification and CRC compliance require makes IBM the technically correct and economically optimised process for the global agrochemical container market.
Key Takeaways
HDPE is the correct resin for all aromatic solvent-based agrochemical formulations. PP and PET are not suitable for EC formulations. Select high-ESCR grades with F20 greater than 1,000 hours.
IBM’s weld-free base is a structural advantage in UN drop testing. UN certification requires specific drop, hydrostatic, stacking, leakproofness, and compatibility testing — IBM containers consistently qualify.
The ZQ80 (800 KN) covers the majority of global agrochemical formats (250 to 1,000 ml). ZQ110 and ZQ135 for large formats (1,000 to 2,000 ml) at higher cavity counts. Calculate clamping force from HDPE cavity pressure of 75 to 105 MPa.
A single ZQ80 on 4-cavity 500 ml HDPE produces approximately 38,000 containers per day — approximately 11.7 million per year. Scale to required annual volume by adding machines or increasing cavity count within platen limits.
Our engineering team provides clamping force calculations, cavity count optimisation, UN certification documentation support, and factory-direct machine quotations for new and expanded agrochemical IBM container lines. Contact us with your container format, HDPE grade, and annual volume target — we will return a complete machine specification and output projection within 24 hours.
Agrochemical IBM Machine Inquiry
Specify your container format (volume, HDPE grade, UN packing group), target annual volume, and cavity count preference. We provide a machine recommendation, clamping force calculation, UN certification documentation list, and factory-direct quotation within 24 hours.

























