Every PET bottle produced by the injection stretch blow molding process begins with the same two operations: an injection-moulded preform and a stretch blow station that bi-axially orients the PET to produce a clear, lightweight, high-barrier container. What differs profoundly between one-step and two-step ISBM is how — and where — those two operations are connected.
In one-step ISBM, preform injection and stretch blowing happen inside a single integrated machine in a continuous cycle. In two-step ISBM, they happen on two completely separate machines, with preforms cooled to ambient temperature, stored, and then reheated before blowing. That structural difference — one machine versus two, continuous versus staged — creates a cascade of differences in capital cost, flexibility, product quality window, energy consumption, minimum viable volume, and the types of containers each process handles best. This guide works through every dimension of that comparison, with real production data, so you can identify which process architecture is right for your application.
1. Definitions: What One-Step and Two-Step ISBM Actually Mean
One-Step ISBM
A single integrated machine performs preform injection, temperature conditioning, stretch blowing, and container ejection in one continuous rotary cycle. The preform is never cooled to ambient temperature — it transfers from the injection station to the blow station retaining the thermal energy from injection, reducing conditioning energy. Also called the “integrated” or “hot-preform” process.
Alternative names: 1-stage ISBM, integrated ISBM, one-stage stretch blow molding
Two-Step ISBM
Preform injection and stretch blowing are separate operations on separate machines. Preforms are cooled to ambient temperature, inspected, stored, and subsequently fed into a reheat stretch blow molding (RSBM) machine where an oven reheats them to blowing temperature before stretch blowing. Also called “reheat stretch blow molding” or the “cold-preform” process.
Alternative names: 2-stage ISBM, reheat stretch blow molding (RSBM), cold-preform process
Note on terminology: In industry, “ISBM” sometimes refers specifically to one-step machines, while “RSBM” or “SBM” refers to two-step/reheat machines. In this article, we use “one-step ISBM” and “two-step ISBM” consistently to distinguish the two architectures clearly, regardless of regional naming conventions.
2. How One-Step ISBM Works
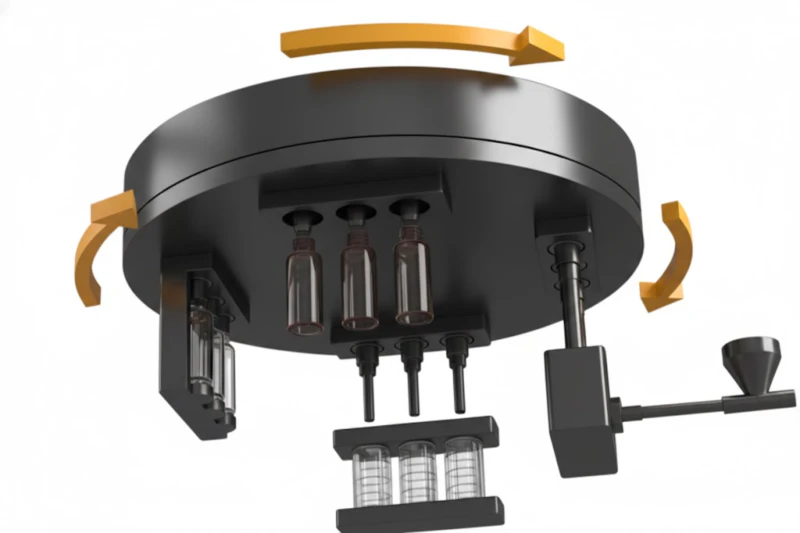
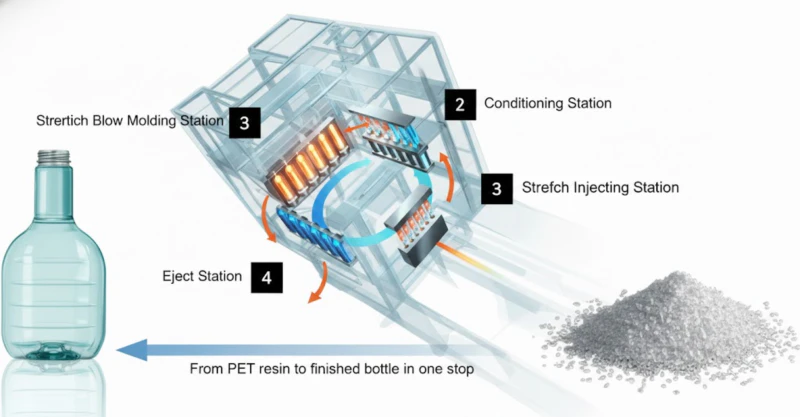
A one-step ISBM machine uses a four-station rotary table operating in a continuous simultaneous cycle. Each station works at the same time, so each rotation of the table produces one finished container per cavity set.
1
INJECTION
Molten PET injected around core pin. Neck thread formed to injection precision. Parison body formed in injection cavity.
2
CONDITIONING
Parison temperature equalised across wall thickness. Critical for uniform bi-axial orientation. Retained heat reduces conditioning energy vs reheat process.
3
STRETCH BLOW
Stretch rod extends axially. Air inflates radially. Bi-axial molecular orientation produced. Final container shape formed against blow cavity walls.
4
EJECTION
Finished container ejected to conveyor. Core pin returns to Station 1. No intermediate handling, storage, or reheating at any stage.
The four stations operate simultaneously — while one set of core pins is being injected at Station 1, the previous set is conditioning at Station 2, the set before that is being stretch-blown at Station 3, and the set before that is being ejected at Station 4. The cycle time is determined by the longest single-station dwell — typically the injection and cooling phase.
3. How Two-Step ISBM Works
Two-step ISBM decouples preform production from bottle blowing into two physically separate operations. Step 1 happens on a conventional injection moulding machine; Step 2 happens on a dedicated reheat stretch blow molding machine. Between the two steps, preforms can be stored for hours, days, or weeks.
Step 1 — Preform Injection Moulding
A conventional multi-cavity injection moulding machine produces preforms — thick-walled test-tube-shaped PET components whose neck thread is already moulded in final form. High-cavity injection moulds (32, 48, 72, or 96 cavities) produce preforms at very high output rates — a 96-cavity injection mould can produce 30,000 to 50,000 preforms per hour. Preforms are cooled rapidly in the mould, ejected, and conveyed to bulk storage bins or cartons.
Storage and Logistics
Between Step 1 and Step 2, preforms are cooled to ambient temperature, optionally inspected for quality defects (using automated vision systems), counted, and stored. Storage can range from hours (inline production) to weeks (preform export or trade supply). Preforms are a traded commodity — major producers sell preforms to smaller bottlers who operate only the blowing step. This separation of preform production and bottle blowing is the fundamental commercial advantage of the two-step model.
Step 2 — Reheat Stretch Blow Molding
A reheat stretch blow molding machine (RSBM) feeds preforms from a bulk hopper through an oven where infrared lamps reheat them to the optimal stretch blowing temperature — typically 100 to 115 degrees C for PET. The reheated preforms are transferred to blow stations where a stretch rod and air pressure bi-axially orient them into the final bottle shape. High-output RSBM machines run 8 to 24 cavities simultaneously and produce 10,000 to 80,000+ bottles per hour.
4. The Central Technical Difference: Retained Heat vs Reheat
Every practical difference between one-step and two-step ISBM flows from one fundamental distinction: whether the PET parison arrives at the blow station with retained injection heat, or is reheated from ambient temperature.
One-Step: Retained Heat
The parison arrives at the conditioning station still hot from injection — typically 40 to 80 degrees C above ambient, depending on wall thickness and cycle time. Only a modest temperature correction is required to reach uniform blowing temperature throughout the wall. Energy consumed in conditioning is the delta between the parison’s current temperature and the target blowing temperature — a fraction of what would be required to reheat from ambient.
Result: Lower conditioning energy, smaller conditioning station, faster transition to blow station, and a parison temperature profile that reflects the injection thermal history — which can produce different orientation characteristics than a reheated preform.
Two-Step: Reheat from Ambient
The preform arrives at the RSBM machine at ambient temperature — 20 to 25 degrees C — and must be heated uniformly to 100 to 115 degrees C throughout its wall thickness. This requires an infrared reheat oven with sufficient lamp power and oven length to achieve temperature uniformity without overheating the outer surface while the inner wall lags behind. Reheat energy is the dominant thermal energy cost in two-step ISBM.
Result: Higher energy cost per bottle, but the controlled, uniform reheat temperature profile is more precise than retained-heat conditioning — enabling tighter temperature specification across the preform wall, which can improve orientation consistency on demanding container geometries.
Engineering insight: The retained-heat advantage of one-step ISBM is most valuable at moderate production volumes. At very high volumes where the two-step RSBM machine runs 16 to 24 cavities simultaneously, the energy cost of reheat per bottle is diluted across a much larger output, and the per-bottle energy disadvantage of two-step narrows significantly relative to the capital cost and flexibility advantages it provides at scale.
5. Head-to-Head Comparison: 12 Key Dimensions
| Dimension | One-Step ISBM | Two-Step ISBM |
|---|---|---|
| Minimum viable volume | 500 to 5,000 bottles/hr | 5,000+ bottles/hr optimal |
| Capital investment (machine) | Lower — single machine | Higher — two machines + logistics |
| Factory floor area | Compact — single footprint | Large — two lines + storage |
| SKU flexibility | High — fast mould change | Lower — both machine moulds change |
| Preform storage / logistics | None required | Required — bins, cartons, handling |
| Energy per bottle | Lower — no reheat oven | Higher — full reheat from ambient |
| Max output (bottles/hr) | Moderate (500 to 8,000) | Very high (10,000 to 80,000+) |
| Reheat temperature precision | Good (retained heat) | Excellent (controlled IR oven) |
| Preform commercial supply option | No — must make own preforms | Yes — can buy preforms from market |
| Preform quality control point | In-process (immediate) | Separate inspection before blowing |
| Minimum lot size per run | Low — economical for short runs | High — setup cost per run is higher |
| Barrier / specialty PET coatings | Possible but more complex | Better — coated preform supply available |
6. One-Step ISBM: Pros and Cons
Advantages of One-Step ISBM
Lower capital investment
One machine purchase, one installation, one set of utilities, one training programme. The total capital outlay for a one-step ISBM line is typically 40 to 60 percent of an equivalent two-step line, making it accessible to medium-sized producers and startups without deep capital reserves.
Compact factory footprint
A single machine occupying 6 to 15 square metres replaces two machine installations plus preform storage area, conveyor systems, and inspection stations. For producers in high-cost urban industrial zones or with constrained factory floor area, the one-step footprint advantage is often decisive.
No preform storage or handling
Preforms are produced and blown in the same machine cycle. There is no preform storage bin, no conveyor transfer, no preform inspection station, and no preform logistics to manage. This eliminates a significant source of operational complexity and preform contamination risk, particularly important for food-contact and pharmaceutical PET production.
Lower energy per bottle
The retained heat of the injection-formed parison reaches the blow station at 40 to 80 degrees C above ambient — requiring only a temperature correction of 20 to 50 degrees C rather than the 80 to 95 degrees C reheat required by two-step. At equivalent output, one-step ISBM typically consumes 15 to 25 percent less total energy per bottle than two-step.
High SKU flexibility
Changing from one container format to another requires only one mould changeover — on one machine. A two-step operation must change both the injection mould and the blow mould (on separate machines), coordinating the preform dimensions to match the new blow mould requirements. For multi-SKU producers running 5 to 20 container sizes, one-step ISBM’s single-machine changeover significantly reduces downtime per product switch.
Economical at lower minimum volumes
Because preform and bottle production are the same operation, there is no economic pressure to run large preform batches before switching. One-step ISBM can economically produce runs of 5,000 to 50,000 bottles — well below the minimum run size where two-step RSBM becomes cost-effective. This makes one-step ISBM the standard process for craft beverage producers, specialty food brands, and pharmaceutical packagers with moderate volumes.
Disadvantages of One-Step ISBM
Lower maximum output rate
One-step ISBM machines are constrained by the injection cycle time, which determines the maximum cycle rate across all four stations. Typical one-step ISBM output is 500 to 8,000 bottles per hour. Two-step RSBM machines with 16 to 24 blow cavities produce 10,000 to 80,000 bottles per hour. For very high-volume commodity PET water bottle production, one-step ISBM cannot match two-step throughput from a comparable machine investment.
Injection and blow cycles are coupled
In one-step ISBM, the injection cycle time and the blow cycle time must be balanced — you cannot run the blow station faster than the injection station allows, and vice versa. If a container requires a long blow cooling time but a short injection time, the injection station sits partially idle waiting for blowing to complete. In two-step, each machine is optimised independently.
No option to buy preforms externally
A one-step ISBM producer must make all their own preforms. If resin prices spike and a competitor’s preform is available at lower cost, the one-step producer cannot take advantage of the market opportunity. Two-step operators can switch between self-produced and purchased preforms depending on market economics.
Preform quality not inspectable before blowing
Because the preform goes directly from injection to the blow station, there is no opportunity to inspect it for defects between the two operations. Injection defects (contamination, short shots, black specks) are only detectable after the bottle is blown and ejected — potentially after an entire production run has been completed at elevated reject rate.
Limited barrier PET options
Specialty barrier PET preforms (multilayer, coated, or nanocomposite enhanced) are produced by specialist injection moulders and supplied as preforms to two-step operators. One-step ISBM machines are single-material injection units that cannot readily incorporate these specialty preform supply chain options.
7. Two-Step ISBM: Pros and Cons

Advantages of Two-Step ISBM
Maximum output throughput
Two-step RSBM machines with 16 to 24 blow cavities operate at 10,000 to 80,000 bottles per hour — output levels that one-step ISBM machines cannot approach. For water bottling plants, CSD lines, and major juice producers, two-step RSBM is the only technically viable process at their required throughput.
Independent optimisation of each step
Preform injection and bottle blowing can each be run at their independently optimal parameters. The injection machine can be optimised for shot weight consistency and preform dimensional accuracy; the RSBM machine can be optimised for blow orientation quality and output rate. Neither constrains the other.
Option to purchase preforms commercially
Two-step operators can source preforms from specialist injection moulders — including barrier-enhanced, multilayer, or coloured preforms that are not feasible in a one-step machine. This supply chain flexibility also provides a cost-reduction lever when the injection moulding market offers preforms below in-house production cost.
Preform inspection before blowing
With preforms cooled and available as discrete components between steps, automated vision inspection can screen for contamination, crystallinity spots, wall thickness variation, and neck dimensional errors before the preform enters the RSBM machine. Defective preforms can be removed before blowing, reducing finished bottle reject rates.
Production scheduling flexibility
Preform production and bottle blowing can run independently on different shift patterns. A plant might injection-mould preforms on three shifts, building stock, then run the RSBM machine on two shifts for bottling. This decoupled scheduling allows production capacity to be matched to order patterns without idling one machine while the other runs.
Reheat temperature precision for demanding geometries
The controlled infrared reheat oven of a two-step RSBM machine can programme precise temperature profiles across the preform height — for example, applying more heat to the shoulder zone and less to the base — enabling better orientation control for complex bottle shapes such as wide-mouth jars, handled containers, and highly non-uniform cross-section bottles.
Disadvantages of Two-Step ISBM
Higher capital investment
Two-step requires two machines (injection moulding + RSBM), two sets of mould tooling per SKU, and the preform handling and storage infrastructure between steps. Total capital outlay is typically 2 to 3 times that of a comparable one-step ISBM installation. The investment threshold is accessible only to producers with sufficient volume to justify the capital commitment.
Higher energy per bottle
Reheating preforms from ambient temperature requires significantly more energy than conditioning retained-heat parisons in one-step ISBM. The infrared reheat oven in a two-step RSBM machine is the largest single energy consumer in the production line. At low to medium output volumes, this energy cost per bottle is a meaningful disadvantage versus one-step.
Larger factory floor area required
Two-step ISBM requires floor space for the injection moulding machine, the RSBM machine, preform storage between the two steps, and handling equipment. A complete two-step PET bottle line may require 200 to 800 square metres of factory area — 5 to 10 times the footprint of a one-step ISBM installation at equivalent bottle volume.
Preform contamination risk during storage
Preforms stored in bins or cartons between steps can be contaminated by dust, moisture, foreign material, or physical damage. In food-contact and pharmaceutical PET applications, preform storage and handling are additional contamination control points that require monitoring, covering, and often clean-room conditions — increasing operational complexity and cost.
Not economical at low volumes
The high capital cost and operational complexity of two-step ISBM can only be justified at production volumes typically exceeding 5,000 to 10,000 bottles per hour per line, run on sustained multi-shift schedules. Below this threshold, the per-bottle capital recovery cost makes two-step ISBM uncompetitive versus one-step ISBM or IBM.
Longer product changeover time
Changing container format in two-step ISBM requires changing the injection mould, draining and restocking the preform hopper, changing the RSBM blow mould, and reoptimising the reheat oven profile for the new preform geometry. Total changeover time is typically 4 to 10 hours — versus 1 to 3 hours for one-step ISBM — making two-step less suitable for multi-SKU operations with frequent format changes.
8. Container Quality: Where Each Process Wins

| Quality Parameter | One-Step ISBM | Two-Step ISBM |
|---|---|---|
| PET optical clarity | Excellent | Excellent |
| Neck thread accuracy | Excellent (injection quality) | Excellent (injection quality) |
| Wall thickness uniformity | Good | Better — controlled IR profile |
| CO2 barrier (CSD bottles) | Excellent | Excellent — optimised by oven profile |
| Complex non-round geometries | Good | Better — independent IR zone control |
| Contamination risk (preform) | Lower — no preform storage step | Higher — storage and handling exposure |
| Lightweight thin-wall bottles | Good | Excellent — oven profiling optimises lightweighting |
| Flash / trim waste | Zero | Zero |
| Specialty barrier PET containers | Limited | Available via specialist preform supply |
Practical quality verdict: For standard PET water bottles, juice bottles, CSD bottles, and cosmetic PET containers up to approximately 2 L, both one-step and two-step ISBM produce containers of equivalent commercial quality. The two-step process gains a meaningful quality advantage on very demanding geometries (handled containers, wide-mouth jars, highly non-uniform cross-sections) where the controlled IR oven temperature profiling across the preform height outperforms the retained-heat conditioning of one-step ISBM. For the vast majority of standard round or mildly oval PET container formats, one-step ISBM quality is fully competitive.
9. Production Economics: Cost per Bottle Analysis
The economics of one-step versus two-step ISBM depend heavily on production volume. The following analysis compares the two processes across three volume scenarios:
| Cost Factor | Low Volume (under 2,000/hr) | Mid Volume (2,000 to 8,000/hr) | High Volume (8,000+/hr) |
|---|---|---|---|
| Capital recovery cost per bottle | One-step wins | One-step wins | Two-step wins (volume dilution) |
| Energy cost per bottle | One-step wins | One-step wins | Narrows — two-step gains scale efficiency |
| Labour cost per bottle | One-step wins (1 operator) | Comparable | Two-step wins (high automation) |
| Mould tooling per SKU | One-step wins (1 mould set) | One-step wins | Two-step comparable (amortised over volume) |
| Factory overhead per bottle | One-step wins (small footprint) | One-step wins | Two-step acceptable (high throughput dilutes) |
| Resin cost per bottle | Equal (same resin) | Equal | Two-step can buy preforms at market cost |
| Overall economics verdict | One-step ISBM wins | One-step ISBM wins | Two-step ISBM wins |
Volume crossover point: Based on typical capital and operating cost structures, two-step ISBM begins to outperform one-step ISBM on total cost per bottle at production rates above approximately 8,000 to 12,000 bottles per hour on a sustained multi-shift basis, for a single container format. Below this threshold, one-step ISBM is generally the more economical architecture. Most producers who operate one-step ISBM run multiple SKUs across this same machine, further strengthening the one-step case at their blended volume.
10. Machine Platforms: One-Step ISBM Options
We supply one-step ISBM machines in two drive architectures — fully electric and fully servo. Both use the four-station rotary ISBM process and are available in multiple size configurations to suit different output requirements and container formats.
.webp)
Fully Electric One-Step ISBM
| Drive | All servo electric |
| Hydraulic oil | None |
| Energy saving | Highest |
| Noise level | Lowest |
| PET container range | 50 ml to 2,000 ml |
| Best applications | Pharma PET, premium cosmetics, food |
Fully Servo One-Step ISBM
| Drive | Servo-driven hydraulic |
| Hydraulic oil | Servo-controlled (minimal) |
| Energy saving | High |
| Force capacity | Higher for large formats |
| PET container range | 50 ml to 5,000 ml |
| Best applications | Food, beverage, edible oil, large PET |
We supply one-step ISBM machines factory-direct with full engineering support, mould design, commissioning, and after-sales service. Our engineering team will specify the right model, cavity count, and auxiliary equipment configuration for your specific container format, resin, output target, and factory conditions. Contact us to start the discussion.
11. Selection Framework: 6 Questions to Choose Your Process
Work through these questions in order. Stop at the first question that gives you a clear answer:
What is your target output in bottles per hour?
Under 8,000 bottles per hour — One-step ISBM. Capital recovery economics strongly favour one-step below this threshold.
Above 10,000 bottles per hour, single SKU, sustained multi-shift — Two-step ISBM. Only two-step RSBM can deliver this throughput economically.
How many different container SKUs will you produce on this line?
3 or more SKUs — One-step ISBM. Faster single-machine changeover and lower tooling cost per SKU make one-step the clear choice for multi-SKU lines.
1 to 2 SKUs at very high volume — Two-step may be justified if the volume threshold is met.
Is the application pharmaceutical, food-contact, or GMP-regulated?
Yes — One-step ISBM (fully electric) preferred: no preform storage contamination risk, no reheat oven particulate generation, zero hydraulic oil option. Cleaner process by design for regulated environments.
Is factory floor space constrained?
Yes — One-step ISBM. A single machine occupies 6 to 15 square metres. Two-step requires 200 to 800 square metres including both machines and preform storage. If factory area is limited or expensive, one-step ISBM is the appropriate choice.
Do you need to source specialty barrier preforms from external suppliers?
Yes — Two-step ISBM. Multilayer, coated, or nanocomposite barrier PET preforms are only compatible with the two-step process where preforms can be sourced externally and fed into the RSBM machine.
Is energy cost a significant operating concern?
Yes — One-step ISBM. Eliminating the reheat oven reduces energy consumption by 15 to 25 percent per bottle at equivalent output. The fully electric one-step option reduces total machine operating power by an additional 30 percent over servo-hydraulic one-step machines.
Still undecided? Share your container format, target volume, factory conditions, and budget with our engineering team. We will provide a written process recommendation — one-step or two-step ISBM — with supporting rationale and a machine quote within 24 hours. Contact us at the enquiry page.
12. Frequently Asked Questions
Q: Can a one-step ISBM machine use preforms made on a separate injection moulding machine?
No. One-step ISBM machines are designed to inject and blow in the same continuous cycle. The blow station requires the parison to arrive with retained heat from injection — typically 40 to 80 degrees C above ambient — to blow without a full reheat oven. If an ambient-temperature preform is fed into a one-step ISBM machine’s blow station without passing through the injection station, the retained heat is absent and the parison cannot be blow-oriented correctly without a dedicated reheat system, which is not part of one-step ISBM machine architecture.
Q: What PET container sizes can one-step ISBM machines produce?
Our one-step ISBM machines produce PET containers from 50 ml to 5,000 ml depending on machine model. The practical minimum is approximately 50 ml — below which the stretch rod geometry becomes impractical. The maximum container size depends on the machine’s platen dimensions, injection shot capacity, and blow cavity volume. For PET containers above 5 L, two-step RSBM with large-format blow cavities is typically more practical. Contact our team with your specific container dimensions and volume for a model recommendation.
Q: Is there a hybrid process between one-step and two-step ISBM?
Yes — some manufacturers offer machines where the preform injection and blow moulding stations are co-located on the same machine frame but the preform is cooled to a controlled intermediate temperature (rather than ambient) before blowing. These are sometimes called “1.5-step” or “conditioning-preform” machines. They aim to capture some of the production schedule flexibility of two-step (the preform can be held briefly before blowing) while retaining the energy advantage of partially retained heat. In practice, they are niche platforms and not widely used outside specific applications in the cosmetic PET sector.
Q: Can one-step ISBM produce carbonated soft drink (CSD) bottles?
Yes. One-step ISBM can produce PET CSD bottles provided the stretch ratio, blow pressure, and orientation temperature are correctly configured for the bi-axial orientation needed to achieve CO2 barrier performance. However, most very high-volume CSD production lines (500,000+ bottles per day per line) use two-step RSBM because the output rate requirement exceeds what one-step machines can achieve. For mid-volume CSD producers (up to approximately 10,000 bottles per hour), one-step ISBM is technically capable and may be economically competitive. Discuss your specific CSD volume and bottle specification with our engineering team.
Q: If I start with one-step ISBM and my volume grows, can I transition to two-step?
Yes, and this is a common business trajectory. Many producers start with one-step ISBM at initial launch volumes, then add a two-step RSBM line as volume grows to the point where two-step economics become more favourable. The mould tooling from a one-step machine is not directly reusable on a two-step RSBM machine (different preform geometry and blow cavity format), so new tooling is required for the two-step line — but the production knowledge, resin expertise, and customer relationships built on the one-step line directly support the transition. Some producers operate both platforms permanently: one-step for small runs and specialty formats, two-step for high-volume core SKUs.
13. Conclusion
The choice between one-step and two-step injection stretch blow molding is, at its core, a volume decision shaped by flexibility, capital, and contamination control requirements. For the majority of PET container producers — those operating below 8,000 bottles per hour, running multiple SKUs, working in regulated pharmaceutical or food environments, or operating with constrained capital or factory space — one-step ISBM is the right process. It delivers equivalent PET container quality at lower capital cost, lower energy cost, simpler operation, and significantly more production flexibility.
Two-step ISBM earns its place when volume genuinely demands it — when a single PET container in a single format must be produced at 10,000 to 80,000 bottles per hour on a sustained basis, when specialty barrier preforms from external suppliers are required, or when preform production and bottle production need to be scheduled independently for operational reasons. At that scale and with those requirements, the two-step architecture’s throughput and supply chain advantages outweigh its capital, energy, and complexity costs.
Most producers who ask us “one-step or two-step?” discover after discussing their actual container format, volume, and facility situation that one-step ISBM is the right fit — and that the two-step process, however familiar from the scale of the global water bottling industry, is sized for a production scale they are not yet operating at and may not need to reach for many years.
Get a Process Recommendation for Your PET Bottle Project
Share your container drawing, resin specification, and target volume with our engineering team. We will recommend one-step or two-step ISBM with full technical rationale, a machine specification, and a factory-direct quote — within 24 hours, no obligation.

























