How Servo Motor Technology Is Upgrading One-Step ISBM Performance — Faster Cycles, Lower Energy, Better Orientation Control, Without Giving Up the Force Advantages of Hydraulic Drive
The injection stretch blow molding machine market has undergone a quiet but significant transformation over the past decade. Conventional hydraulic ISBM machines — reliable, well-understood, but power-hungry and mechanically sluggish — have progressively been replaced or supplemented by servo-driven platforms. The fully servo injection stretch blow molding machine sits at the leading edge of this shift: a one-step ISBM machine in which every mechanical motion is driven by servo motors operating through a servo-controlled hydraulic system, replacing the conventional fixed-displacement pump and proportional valve architecture of traditional hydraulic ISBM machines.
Understanding what a fully servo ISBM machine is — how it differs from both conventional hydraulic ISBM and fully electric ISBM — and what practical benefits it delivers in production is essential for any buyer evaluating one-step ISBM technology today. This guide provides that technical grounding, with production data, engineering comparisons, and application guidance drawn from our fully servo one-step ISBM machine range.
1. What Is a Fully Servo ISBM Machine? Definition
A fully servo injection stretch blow molding machine is a one-step ISBM machine in which all primary mechanical motions — injection, plasticising, clamping, rotary table indexing, stretch rod actuation, and stripping — are driven by servo electric motors operating through a servo-controlled hydraulic power unit. The servo motor drives a variable-displacement hydraulic pump whose output is modulated in real time by the servo motor’s speed and torque, replacing the conventional fixed-speed pump and proportional valve control architecture of traditional hydraulic ISBM machines.
The distinction from a “fully electric” ISBM machine is important: in a fully servo machine, hydraulic oil is still present as the force-transmission medium — but it is controlled by a servo motor rather than a continuously running fixed-speed pump. This gives fully servo ISBM machines access to the high force levels that hydraulic oil pressure enables (essential for large-format, heavy-parison containers) while capturing most of the energy efficiency, response speed, and process control benefits of servo drive technology.
Definition: A fully servo ISBM machine is a one-step injection stretch blow molding platform driven by servo electric motors through a servo-controlled hydraulic system — delivering servo-level energy efficiency, response speed, and process control precision, while retaining the high clamping force capability of hydraulic drive for large-format PET container production.

2. Three ISBM Drive Technologies: Hydraulic, Fully Servo, Fully Electric
One-step ISBM machines are currently available in three drive technology variants. Understanding the distinctions between them is the starting point for machine selection:
Conventional Hydraulic ISBM
A fixed-speed electric motor drives a gear pump at constant speed, generating hydraulic pressure continuously throughout the machine cycle — including during dwell phases when no actuator is moving. Flow and pressure to individual actuators are controlled by proportional valves.
- High energy waste during dwell
- Slower response (valve lag)
- High oil heat generation
- Lower initial capital cost
- Maximum force capability
Fully Servo ISBM (This Article)
Servo motor drives a variable-displacement hydraulic pump. Pump output matches machine demand at every moment — zero output during dwell, maximum output during peak-demand motion phases. Hydraulic oil is still the force transmission medium.
- 30 to 50 percent energy saving vs hydraulic
- Faster response than proportional valve
- Lower oil heat — smaller cooler needed
- Medium capital cost premium
- High force — large container capable
Fully Electric ISBM
Dedicated servo motor per motion axis. No hydraulic oil anywhere in the machine. Each axis driven and controlled independently. Maximum energy efficiency and zero oil contamination risk. Force limited by servo motor torque at each axis.
- Maximum energy efficiency
- Zero hydraulic oil
- GMP clean-room optimal
- Highest capital cost
- Force limited on large formats
The fully servo machine occupies the middle position — offering the energy efficiency and response speed of servo technology while retaining the force capability and cost-effectiveness of a hydraulic force-transmission system. This is why fully servo ISBM is currently the most widely adopted drive technology for new mid-to-large format PET container lines.
3. How the Servo-Hydraulic Drive System Works
The core of a fully servo ISBM machine is the servo-hydraulic power unit — an assembly in which a servo electric motor is directly coupled to a variable-displacement hydraulic pump through a rigid coupling without gearbox or belt. The servo motor’s speed is continuously commanded by the machine’s motion controller, and the pump’s hydraulic output follows the motor speed in real time.
This architecture differs from conventional hydraulic drive in a critical way: instead of generating constant hydraulic pressure and using proportional valves to throttle flow to each actuator, the servo-hydraulic unit adjusts the source pump output itself to match what the machine actually needs at each millisecond of the cycle. The comparison is intuitive:
Conventional Hydraulic: The Tap-and-Throttle Model
Imagine a water tap running at full flow constantly. To deliver less water to a specific outlet, you partially close a valve downstream. The excess water spills back to a reservoir. This is how conventional hydraulic ISBM works — the pump runs at full pressure continuously, and proportional valves throttle the output to each actuator, converting the excess pressure energy to heat in the oil. During machine dwell phases, all the pump output is bypassed back to the reservoir through the relief valve, converting 100 percent of pump motor energy to heat.
Fully Servo: The Variable-Tap Model
Now imagine a tap that opens and closes precisely to deliver exactly the flow needed at each moment — full flow during peak demand, partial flow during low-demand phases, and zero flow when nothing is moving. This is the servo-hydraulic principle: the servo motor adjusts pump speed to match machine demand instantaneously. During dwell phases, the pump slows to near-zero speed, drawing near-zero power. The only energy consumed is what is mechanically required to move the machine — nothing is wasted on constant-pressure idling.
Servo-Hydraulic Power Demand Profile Through the ISBM Cycle
The power demand of a fully servo ISBM machine varies dramatically through the production cycle, and the servo drive matches this profile precisely:
| Cycle Phase | Hydraulic Demand | Servo Motor Speed | Power Drawn |
|---|---|---|---|
| Injection clamping (closing) | High pressure, high flow | High speed | Peak |
| Melt injection (fill) | Very high pressure | High speed | Peak |
| Hold pressure (cooling) | Medium pressure, low flow | Medium speed | Medium |
| Screw recovery (plasticising) | Medium pressure | Medium speed | Medium |
| Table lift and index | Low-medium pressure | Low-medium speed | Low-Medium |
| Stretch rod extension | High pressure (controlled) | High speed (brief) | Peak (brief) |
| Blow air inflation | Minimal (pneumatic, not hydraulic) | Low speed | Low |
| Dwell / cooling at all stations | Near-zero | Near-zero | Minimal |
In a conventional hydraulic machine, all phases — including the “Near-zero demand” dwell phase — draw peak motor power because the pump runs at constant speed regardless of demand. The servo-hydraulic machine draws power only when needed, producing the energy savings documented in Section 5.
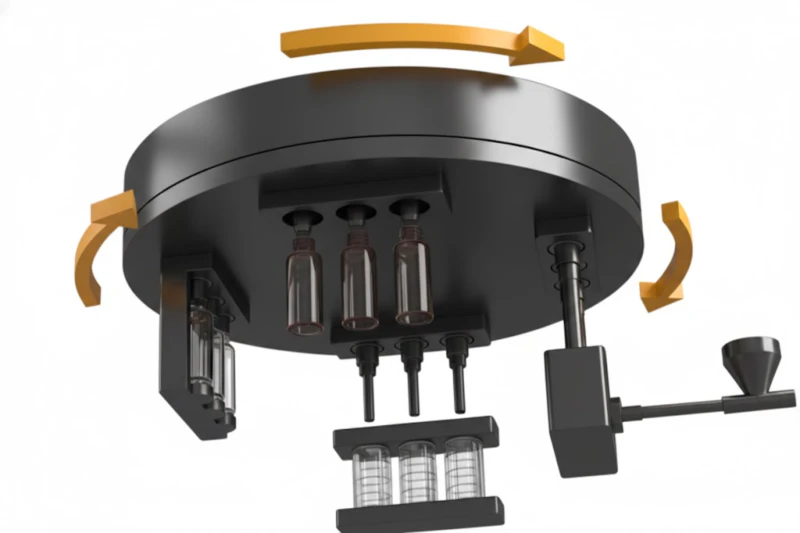
4. Four-Station Operation in a Fully Servo ISBM Machine
The fully servo ISBM machine uses the same four-station rotary table as conventional one-step ISBM machines. The four-station process is unchanged — what changes is the precision and efficiency with which each station is executed:
01
INJECTION
Servo-controlled injection pressure profile with 5 to 10 programmable velocity stages. Screw position measured by encoder to plus or minus 0.1 mm. Injection clamping force servo-controlled and recipe-selectable.
02
CONDITIONING
Temperature equalisation of parison wall. Servo-controlled conditioning station timing synchronised to injection cycle. Retained heat managed through servo cycle timing rather than supplementary heaters in most formats.
03
STRETCH BLOW
Stretch rod velocity and stroke precisely servo-controlled. Axial stretch ratio programmable per product recipe. Air inflation pressure and timing synchronised with rod position via PLC. Critical for consistent bi-axial orientation.
04
EJECTION
Servo-controlled stripping force and velocity. Programmable ejection profile for fragile thin-wall containers. Servo ejector retracts fast to minimise cycle time between stripping and next index.
The servo control system’s key advantage across all four stations is programmability and repeatability. Every motion parameter — injection velocity, clamping force, stretch rod velocity, stripping force — is digitally encoded in the PLC production recipe. When the same container format is run again after a changeover, all parameters are recalled exactly, producing the same process conditions and the same container quality as the previous run, without manual re-adjustment or trial cycles.
5. Energy Efficiency: How Servo Drive Cuts Consumption

Fully servo ISBM machines typically achieve 30 to 50 percent energy savings versus equivalent conventional hydraulic ISBM machines on the same container format and output rate. The saving comes from three distinct mechanisms:
Mechanism 1 — Elimination of Constant-Pressure Idling
In a conventional hydraulic ISBM machine, the pump motor runs at full speed throughout the entire cycle — including dwell phases that may comprise 40 to 60 percent of total cycle time. During dwell, the pump output is fully bypassed through the pressure relief valve, converting all motor energy to heat in the oil. The servo-hydraulic unit reduces pump speed to near-zero during dwell, eliminating this waste entirely. This mechanism alone typically accounts for 20 to 35 percent of the total energy saving.
Mechanism 2 — Elimination of Throttle Losses
Conventional hydraulic machines use proportional valves to reduce flow to actuators running at less than maximum demand. Energy lost in throttling valves is converted directly to heat. In the servo-hydraulic system, flow is controlled by adjusting pump speed rather than throttling — the pump produces only what is needed, with no throttle loss. On motions that run at partial capacity (screw recovery, table lift, ejection), this eliminates a meaningful share of energy waste.
Mechanism 3 — Reduced Oil Cooling Load
Because servo-hydraulic machines generate far less waste heat in the oil (from elimination of bypass and throttle losses), the oil temperature rise per cycle is much lower. This reduces the capacity requirement of the oil cooler, and — in many production environments — allows the cooler to run less frequently or at lower cooling water consumption. This is an indirect energy and operating cost saving that compounds over 20-hour production schedules.
Illustrative Annual Energy Cost Saving — One Fully Servo ISBM Machine
Conventional Hydraulic
~45 KW
average operating power
Fully Servo ISBM
~28 KW
average operating power
Saving per hour
~17 KWh
continuous production
Annual saving (6,000 hr)
~102,000 KWh
USD 10,200 to 15,300/yr
Calculated at USD 0.10 to 0.15 per KWh industrial tariff. Actual saving varies by machine model, container format, and cycle time.
6. Cycle Speed and Output Performance
Fully servo ISBM machines achieve faster production cycles than conventional hydraulic machines on equivalent container formats. The speed improvement comes from two sources: servo motor response time (milliseconds vs tens-to-hundreds of milliseconds for hydraulic valves), and the ability to run simultaneous multi-axis motion profiles without hydraulic flow competition between axes.
On a conventional hydraulic ISBM machine, when two hydraulic actuators must move simultaneously — for example, injection clamping and blow clamping occurring at the start of the dwell phase — they compete for pump flow. The pump cannot supply maximum flow to both simultaneously, so one motion must wait for the other. In a servo-hydraulic machine, the servo controller can request and receive pump flow independently for each motion demand within the hydraulic system’s peak flow capacity, reducing sequence delays.
Cycle Time Comparison — 500 ml PET Bottle, 4-Cavity Mould
Conventional Hydraulic ISBM
14 to 18 s
total cycle
900 to 1,200
bottles/hr (4-cavity)
Fully Servo ISBM
10 to 14 s
total cycle
1,200 to 1,600
bottles/hr (4-cavity)
Output Gain
20 to 30%
more bottles per hour
From same machine
and mould tooling
The cycle time improvement translates directly to capital productivity — the same machine investment produces 20 to 30 percent more bottles per shift, reducing cost per bottle and shortening investment payback period. For producers who evaluate their ISBM machine on bottles-produced-per-capital-dollar, the fully servo architecture delivers a measurably stronger return than conventional hydraulic at equivalent machine purchase price.
7. Stretch Orientation Quality: Why Servo Control of the Stretch Rod Matters
The most technically significant quality advantage of fully servo ISBM over conventional hydraulic ISBM is in the control of the stretch rod. In one-step ISBM, the stretch rod is the mechanical element that physically extends the parison axially before air inflation begins — and its velocity profile determines whether the bi-axial molecular orientation developed in the PET wall is uniform, consistent, and optimally aligned.
How Conventional Hydraulic Stretch Rod Control Works
In a conventional hydraulic ISBM machine, the stretch rod is driven by a hydraulic cylinder controlled through a proportional flow control valve. The valve controls the rate of oil flow to the cylinder, which determines the rod’s extension speed. The limitations of this system are well-documented in the industry:
- The rod extension velocity is subject to hydraulic pressure fluctuation — if system pressure drops during another simultaneous motion, rod speed changes mid-stroke
- The velocity profile cannot be smoothly ramped — it typically has one or two speed settings, not a continuously variable profile
- The rod deceleration at end-of-stroke is by mechanical stop or rough speed reduction, creating impact loading on the mould and container
- Cycle-to-cycle rod velocity consistency is limited by oil temperature variation and proportional valve hysteresis
How Servo Stretch Rod Control Works
In a fully servo ISBM machine, the stretch rod velocity and position are controlled by the servo motor through the hydraulic system with encoder feedback. The PLC can programme a complete rod motion profile — acceleration from rest, constant-velocity stretch phase, deceleration, hold position, and retraction — with the velocity at each phase specified in millimetres per second and the position measured by encoder to sub-millimetre accuracy. This enables:
Smooth Velocity Ramping
The rod accelerates smoothly from rest to stretch velocity, eliminating the impact jerk of hydraulic start that can cause parison neck displacement or wall thinning at the stretch start point.
Independent of System Pressure
Because the servo controller commands rod velocity by encoder feedback, not by oil flow rate, the rod velocity is constant regardless of what other machine motions are occurring simultaneously — eliminating the orientation variability caused by hydraulic pressure competition.
Programmable Stretch Ratio
Different container heights and stretch ratios can be programmed as named recipes and recalled in seconds. Switching between a 100 ml and a 1,500 ml container requires only recipe selection — not physical adjustment of mechanical stops or valve settings.
Rod-Air Synchronisation
The servo controller can synchronise the air inflation start point to a specific stretch rod position — for example, beginning pre-blow at exactly 40 percent of rod stroke — enabling optimal biaxial stretch ratio profiles for demanding container geometries.
The practical quality outcome of servo stretch rod control is more consistent bi-axial orientation cycle-to-cycle — lower container weight variation, more uniform wall thickness distribution, and tighter consistency of CO2 barrier performance across the production run. For PET containers where wall thickness and barrier consistency are specified in customer quality agreements, servo stretch rod control is a direct process quality advantage.
8. Fully Servo vs Fully Electric ISBM: Key Differences
| Dimension | Fully Servo ISBM | Fully Electric ISBM |
|---|---|---|
| Hydraulic oil | Present (servo-controlled) | None |
| Energy saving vs hydraulic | 30 to 50 percent | 50 to 70 percent |
| Clamping force capability | High (hydraulic pressure) | Medium (servo torque-limited) |
| Large container suitability | Excellent (up to 5 L+) | Good (up to 2 L typically) |
| GMP / zero oil suitability | Good (oil present but controlled) | Excellent — no oil risk |
| Capital cost | Lower premium over hydraulic | Higher premium |
| Maintenance | Oil maintenance required | No oil — lower maintenance |
| Process control precision | High | Very high |
| Best container range | 50 ml to 5 L+ | 50 ml to 2 L |
| Best applications | Food, beverage, edible oil, large PET | Pharma PET, premium cosmetics, small formats |
Decision rule: If your primary container format is above 1,500 ml, or if your production line includes containers that require high blow clamping force (edible oil containers with thick bases, handled jars, wide-mouth formats), the fully servo machine’s hydraulic force capability is the right choice. If your primary requirement is maximum energy efficiency and zero oil contamination in a pharmaceutical or food-grade environment, and your containers are in the 50 ml to 1,500 ml range, the fully electric ISBM is the superior option.
9. Fully Servo vs Conventional Hydraulic ISBM: What Changes in Production
For producers upgrading from conventional hydraulic one-step ISBM to fully servo, the following practical production differences are the most significant:
Faster Product Changeover
All process parameters are stored as named recipes in the PLC. Changing from a 500 ml water bottle to a 1,000 ml juice bottle requires a mould change plus a recipe recall — no manual pressure adjustment, no valve re-tuning, and no trial cycles to re-establish process stability. First-run-right rate after changeover improves significantly versus conventional hydraulic machines where manual parameter re-adjustment is inherently imprecise.
Cooler Oil Temperature — Smaller Cooler Required
Because bypass and throttle heat generation are eliminated, oil temperature rise per cycle is much lower. Fully servo ISBM machines typically run 10 to 20 degrees C cooler oil temperature than equivalent hydraulic machines. This means the oil cooler can be smaller, cooling water consumption is reduced, and the risk of thermal degradation of hydraulic oil is lower — extending oil change intervals from the typical 2,000 to 4,000 hours to potentially 5,000 to 8,000 hours in clean production environments.
Reduced Noise Level
The servo motor runs at variable speed matched to demand — not at constant high speed. During dwell phases when the motor is near-stationary, noise from the hydraulic power unit drops dramatically. Overall machine noise level is typically 10 to 20 dB(A) lower than a conventional hydraulic machine during production — a meaningful improvement for operators working alongside the machine during full production shifts.
Improved Shot Weight Consistency
Servo control of injection velocity and screw position produces significantly more consistent shot weights than proportional valve hydraulic injection control. Shot weight repeatability improves from the typical plus or minus 1 to 2 percent of conventional hydraulic to plus or minus 0.3 to 0.5 percent on fully servo machines — a 3 to 5 times improvement that directly reduces container weight variation and resin waste per unit of output.
Remote Diagnostics and Industry 4.0 Connectivity
Servo drive systems generate rich real-time data — motor current, velocity, torque, and position feedback — that conventional hydraulic machines cannot provide. This data is available to the machine’s PLC for in-process monitoring and can be streamed via Modbus TCP or Ethernet/IP to factory MES, OEE tracking systems, and remote diagnostic platforms. Servo current signature monitoring can detect developing faults before they cause machine downtime, enabling predictive maintenance approaches that are simply not possible on conventional hydraulic machines.
10. Applications: What Containers Does Fully Servo ISBM Produce Best?

11. Our Fully Servo One-Step ISBM Machine

Our fully servo one-step ISBM machine is available in multiple configurations to suit different container sizes and output requirements. Key specifications:
| Parameter | Unit | Value |
|---|---|---|
| Drive system | — | Fully Servo-Controlled Hydraulic |
| Rotary table stations | — | 4 (injection, conditioning, stretch blow, ejection) |
| PET container range | ml | 50 to 5,000 |
| Resin compatibility | — | PET primary; PP in limited applications |
| Energy saving vs hydraulic | % | 30 to 50 |
| Cycle time improvement vs hydraulic | % | 20 to 30 |
| Shot weight repeatability | % | Plus or minus 0.3 to 0.5 |
| Stretch rod control | — | Servo velocity and position, encoder feedback |
| Hydraulic oil | — | Present (servo-controlled, minimal heat) |
| PLC communication | — | Modbus TCP, Ethernet/IP (optional) |
| Recipe storage | SKUs | 100+ named product recipes |
| Mould compatibility | — | Standard one-step ISBM tooling; existing hydraulic tooling often compatible |
Full machine specifications, cavity count calculations, and auxiliary equipment requirements for your specific container format are available from our engineering team. Contact us with your container drawing, resin, and annual volume for a tailored machine specification and factory-direct quotation.
12. Is a Fully Servo ISBM Machine Right for You?
Use this quick checklist to assess whether fully servo ISBM is the optimal machine choice for your application:
Your primary resin is PET and containers are 50 ml to 5 L
Fully servo ISBM is designed for PET bi-axial orientation. If your containers fall in this range, fully servo ISBM is your process. Tick.
You produce large-format PET containers above 1,500 ml
Fully servo is preferred over fully electric for formats above 1,500 ml because hydraulic force capability handles large parisons that servo-motor-only clamping cannot match.
Energy cost is a material concern but strict zero-oil GMP is not required
Fully servo delivers 30 to 50 percent energy saving over hydraulic — without the capital premium of fully electric. If zero-oil GMP compliance is not mandatory, fully servo gives the best energy economics per capital dollar.
You run multiple PET SKUs and need fast, repeatable changeovers
Recipe-controlled fully servo machines deliver first-run-right product changeovers that conventional hydraulic machines cannot match. If format flexibility is a production requirement, fully servo is the right choice.
You need zero hydraulic oil for strict GMP pharmaceutical clean-room compliance
Fully servo machines have hydraulic oil. For strict GMP pharmaceutical lines where zero-oil is a compliance requirement, the fully electric ISBM (or all-electric IBM for non-PET resins) is the appropriate choice.
Your primary container resin is PP, HDPE, LDPE, or PETG
ISBM of any kind — servo or hydraulic — is primarily a PET process. For PP, HDPE, LDPE, and PETG containers, IBM is the correct injection blow process. Enquire about our ZQ-series IBM machines instead.
13. Frequently Asked Questions
Q: Can a fully servo ISBM machine use existing moulds from a conventional hydraulic ISBM machine?
In most cases, yes — provided the mould dimensions (platen size, mould thickness, tie bar spacing) are compatible with the fully servo machine’s specifications. Fully servo machines use the same injection cavity, core pin, and blow cavity tooling format as conventional hydraulic one-step ISBM machines. The servo drive system changes the machine’s motion actuation, not the mould interface. Our engineering team assesses existing mould compatibility at no charge — provide your existing mould dimensional drawings for a compatibility confirmation before purchase.
Q: How does the servo-hydraulic system differ from a standard servo-pump hydraulic system?
A standard servo-pump hydraulic system uses a servo motor to drive a fixed-displacement pump, adjusting flow by varying the pump speed. This is a significant improvement over constant-speed hydraulic but still uses fixed-displacement pumping. Our fully servo ISBM machines use servo motors driving variable-displacement pumps with closed-loop pressure and flow feedback — the most advanced servo-hydraulic architecture, which achieves tighter pressure control, faster response, and higher energy efficiency than simple servo-pump systems. The variable-displacement pump also allows pressure to be maintained at lower flow levels without motor speed changes, reducing noise further during hold-pressure phases.
Q: What is the service life of the servo motor in a fully servo ISBM machine?
Servo motors used in fully servo ISBM machines are industrial-grade units with sealed bearings rated for 20,000+ hours of operation. Under normal ISBM production conditions — where the servo motor runs at variable speed with frequent start-stop cycles but no sustained overloading — the expected service life before bearing replacement is 15,000 to 25,000 hours. At a 20-hour production day and 300 production days per year, this represents 2.5 to 4 years of operation before bearing service. Servo motor winding failures are rare in modern industrial servo motors and are typically detected early by the drive’s temperature and current monitoring systems. We include servo drive diagnostic monitoring as standard and supply recommended spare motor sets with each machine.
Q: Does the fully servo ISBM machine produce better PET containers than a conventional hydraulic machine?
For most standard PET container formats, both processes produce commercially equivalent quality. The fully servo machine’s advantages appear most clearly in: shot weight consistency (plus or minus 0.3 to 0.5 percent vs plus or minus 1 to 2 percent), stretch rod velocity consistency (programmable profile vs fixed hydraulic profile), and first-run-right rate after changeover (recipe recall vs manual re-adjustment). For demanding container formats where orientation uniformity is a tight specification — thin-wall CSD bottles, wide-mouth jars, highly oval cross-sections — the servo stretch rod control advantage is more significant in practice.
Q: What resin grades can a fully servo ISBM machine process?
Our fully servo ISBM machines process standard PET bottle-grade resins (IV 0.72 to 0.84 dl/g), food-contact PET, pharmaceutical-grade PET, and custom-colour PET masterbatch blends. The servo injection system’s precisely controlled velocity and pressure profiling is particularly beneficial for high-IV PET grades that require carefully managed shear rate to prevent degradation. For specialised resins or non-standard grades, our engineering team reviews the resin datasheet and advises on barrel temperature settings and screw speed parameters before machine commissioning.
14. Conclusion
The fully servo injection stretch blow molding machine represents the current mainstream standard for new one-step ISBM investment — occupying the practical sweet spot between the lower energy efficiency of conventional hydraulic ISBM and the higher capital cost and lower force capability of fully electric ISBM. For the majority of mid-to-large format PET container producers, fully servo ISBM delivers the right combination of energy savings (30 to 50 percent), cycle speed improvement (20 to 30 percent), process control quality, and force capability at a capital premium that pays back in 2 to 4 years through operating cost savings alone.
Its defining advantages — programmable servo stretch rod control for consistent bi-axial orientation, recipe-controlled multi-SKU changeovers, Industry 4.0 data connectivity, and the force capability to handle large-format containers up to 5 L and beyond — position it as the appropriate platform for food, beverage, edible oil, cosmetic, and non-sterile pharmaceutical PET container production across the 50 ml to 5 L container range.
If you are evaluating one-step ISBM technology for a new container project, upgrading an existing conventional hydraulic ISBM line, or looking to improve energy and output performance on your current PET production, our fully servo ISBM machine is the starting point for discussion. Our engineering team is ready to assess your container format, recommend a machine configuration, and provide a factory-direct specification and quotation within 24 hours.
Get a Free Fully Servo ISBM Machine Assessment
Share your container drawing, PET resin specification, and annual volume. Our engineering team will recommend the right fully servo ISBM machine configuration, cavity count, and auxiliary system — with a factory-direct quote and estimated energy saving calculation — within 24 hours.

























