Two Processes, One Molecule — Completely Different Containers: The Engineering Case for IBM Over EBM in Pharmaceutical, Cosmetic, and Precision Packaging Below 500 ml
Injection blow molding and extrusion blow molding both produce plastic bottles from thermoplastic resin using a blow-and-inflate manufacturing concept. The superficial similarity ends there. The two processes form their parisons by fundamentally different mechanisms, produce containers with fundamentally different quality profiles, and serve fundamentally different market segments — with an overlap zone in the 100 to 500 ml range where the process selection decision requires genuine engineering analysis.
For producers making pharmaceutical bottles, precision cosmetic containers, ophthalmic vials, CRC-compatible packaging, and any container requiring flash-free surfaces or injection-precision neck threads, IBM is not merely competitive with EBM — it is structurally superior. This guide explains why, dimension by dimension, quality attribute by quality attribute, and application by application.
1. How the Two Processes Work: The Fundamental Difference
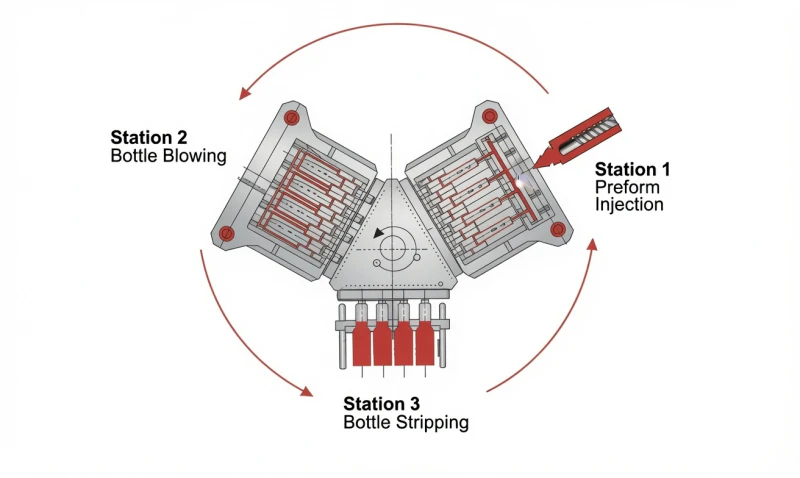
The core architectural difference: IBM forms the parison in a closed injection cavity — achieving injection-moulding precision on every parison feature. EBM forms the parison by gravity extrusion between open mould halves before the mould closes — achieving extrusion die precision, which is fundamentally lower than injection cavity precision. This architectural difference propagates through every quality attribute of the finished container: neck precision, wall uniformity, surface finish, base integrity, and minimum achievable container size.
2. Flash and Weld Lines: The Quality Consequence of EBM’s Pinch-Off
The EBM pinch-off operation is the defining quality limitation of the process. When the mould halves close on the extruded tube, plastic is forced outward from the pinch zone to form flash tails at the base and neck. The pinch itself creates a weld line — a zone of compressed, folded polymer at the container base where the mould pinched the tube shut.
EBM Base Weld Line
The base weld line in an EBM container is a zone of mechanically inferior polymer. The two walls of the extrudate are pinched together and welded under mould closing pressure — but the bond across the weld plane is never as strong as the parent material. In UN packaging drop testing at minus 18 degrees C, the base weld is the primary failure point: the impact stress concentrates at the weld line interface, and fractures propagate along the weld rather than through the base wall.
IBM consequence: IBM containers have no base weld. The base is formed by inflation against the closed blow cavity base surface — a single continuous polymer wall with no weld interface. IBM containers consistently outperform EBM containers in UN drop testing for this reason.
EBM Flash and Trim Debris
Flash at the EBM container base and neck must be physically trimmed. Trimming operations generate plastic particles and debris that are present in the production environment near the containers. In pharmaceutical production, any plastic particulate near open containers is a contamination risk. EBM operations producing pharmaceutical containers must implement specific contamination control measures (positive pressure air flow, enclosed deflashing, container washing before fill) that add process steps and cost.
IBM consequence: IBM produces zero flash, zero trim debris, and zero particulate from deflashing. The contamination control burden is absent by design.
EBM Base Scar Appearance
Even after trimming, EBM containers retain a visible weld line scar at the container base — the flattened band where the mould pinched the extrudate. This scar is visible and tactile on transparent or semi-transparent containers, detracting from optical appearance and requiring cosmetic-grade containers to carry heavier bodies or surface treatments to conceal the defect. For premium cosmetic packaging where base aesthetics matter, the EBM base scar is a commercial liability.
IBM consequence: IBM container bases are smooth, weld-free, and visually clean. No scar, no tactile mark, no surface anomaly from the forming process.
3. Neck Thread Precision: Why IBM Wins Every Time
Neck thread precision is the most commercially decisive quality difference between IBM and EBM for pharmaceutical, cosmetic, and veterinary packaging. The neck thread is the interface between the container and its closure — pump fitment, CRC cap, dropper tip, or spray mechanism. Container closure system performance depends on dimensional match between bottle neck and closure fitment.
| Neck Dimension | IBM Tolerance | EBM Tolerance | Closure Consequence |
|---|---|---|---|
| Thread outer diameter (T) | plus or minus 0.1 mm | plus or minus 0.3 to 0.5 mm | CRC mechanism engagement force is critically sensitive to T dimension. EBM variation causes CRC caps to feel loose (rattle) or overtight (senior-accessibility failure) across the production batch. |
| Neck outer diameter (E) | plus or minus 0.1 mm | plus or minus 0.4 to 0.6 mm | Tamper-evidence band engagement and pump skirt fit depend on E dimension. EBM variation causes band buckling or cap rattle in a significant fraction of production. |
| Neck inner diameter (I) | plus or minus 0.1 to 0.2 mm | plus or minus 0.5 to 0.8 mm | Oral syringe adaptor fitment, dropper tip fitment, and dip tube engagement depend on I dimension. EBM I dimension variation causes adaptor leakage or adaptor that cannot be inserted at a significant defect rate. |
| Neck height (H) | plus or minus 0.1 mm | plus or minus 0.5 to 1.0 mm | Thread engagement length affects removal torque and CRC performance. EBM height variation reduces thread engagement on short-neck containers and may cause CRC torque test failures. |
| Thread profile (lead angle, pitch) | Injection cavity defined — consistent | Pinch-off compressed — irregular | EBM thread profile is formed by pinch compression rather than cavity moulding — thread flanks may be irregular, asymmetric, or partially missing on the pinch side. |
The CRC qualification implication: Child-resistant closure certification under ISO 8317 requires the container-closure combination to be tested. When ISO 8317 testing fails, the typical failure mode for EBM containers is cap removal torque variation — some bottles in the test population engage the CRC correctly (from within-tolerance necks) while others allow premature cap removal (from under-tolerance necks). IBM containers pass ISO 8317 testing more consistently precisely because neck dimension variation is 3 to 5x lower. This is not a marginal quality advantage — it is the difference between passing and failing the regulatory certification required for most pharmaceutical and childproofing applications.
4. Wall Thickness Uniformity: Optical Appearance and Structural Performance
Wall thickness uniformity is the second major quality differentiator between IBM and EBM. The mechanism of each process determines the degree of wall thickness control achievable:
IBM Wall Thickness Control
The IBM parison wall thickness is set by the annular gap between the core pin outer diameter and the injection cavity inner wall — a precision-machined gap that is constant around the full 360 degrees of the parison cross-section. This controlled parison wall inflates to a body wall that varies by plus or minus 5 to 10 percent from nominal across the container body for round containers.
EBM Wall Thickness Control
EBM parison wall thickness varies continuously as the extrudate descends from the die: the upper portion of the extrudate is thicker (less time for sag-induced thinning); the lower portion is thinner (more sag time). The horizontal wall thickness distribution also varies around the circumference when the mould closes non-symmetrically. Programming the extruder parison controller can partially compensate for sag, but the fundamental constraint is the open-extrudate forming mechanism.
Consequences of Wall Thickness Variation
Optical Appearance (Transparent / Tinted Containers)
Wall thickness variation is directly visible as optical non-uniformity in clear or lightly tinted containers. A thicker zone appears more opaque and darker; a thinner zone appears lighter and more transparent. On a clear PP or PET container, plus or minus 25% EBM wall variation produces visible light-and-dark banding that is immediately apparent to a retail consumer. IBM’s plus or minus 10% variation is at or below the threshold of visual detectability for most container formats.
Container Weight Consistency (Pharmaceutical IPC)
Pharmaceutical IPC specifications typically require container weight within plus or minus 3 to 5 percent of the nominal. EBM’s higher parison weight variation (driven by extrudate sag rate variation) produces greater inter-container weight variation than IBM, resulting in a higher proportion of containers outside IPC weight limits per production run. This directly translates to higher batch rejection rates and more IPC intervention events.
Top-Load and Drop Performance
Container structural performance under top-load compression and drop impact is governed by the thinnest wall region — the minimum wall drives the failure mode. With plus or minus 25% EBM wall variation, a container designed with a 1.5 mm nominal wall may have zones as thin as 1.1 mm — reducing its effective structural performance by approximately 45% at the thin zone (strength scales approximately with wall thickness cubed for crushing loads). IBM’s plus or minus 10% variation produces a minimum wall of 1.35 mm — a much smaller structural knockdown.
5. Minimum Container Size: The Range Where IBM Has No Competitor

EBM has a practical minimum container size of approximately 50 to 100 ml for most commercial applications. Below this size, several EBM process limitations become insurmountable:
Extrudate Sag at Small Scale
At small container volumes, the extrudate length is very short (30 to 50 mm for a 20 ml container). Sag during this short free-fall period still produces measurable wall thickness variation because the sag gradient is steep relative to the short extrudate length. Parison programming cannot fully compensate for this rapid variation over a short length.
Pinch-Off Precision at Small Neck
As container volume decreases, the neck diameter becomes smaller relative to the mould closing clearance. For a 10 ml container with a 16 mm neck, the pinch-off must close with sub-millimetre precision to form the neck thread geometry. At this scale, pinch-off variation produces neck dimensions that vary by more than the thread pitch height — making consistent closure engagement impossible.
Flash-to-Container Weight Ratio
For a 5 ml LDPE container weighing approximately 2 g, the EBM flash tail at the base may weigh 0.3 to 0.5 g — 15 to 25% of the finished container weight. This flash must be trimmed and managed as regrind. The flash-to-product weight ratio, which is already unfavourable at larger sizes, becomes economically unacceptable at small container volumes.
No Integral Dropper Tip Formation
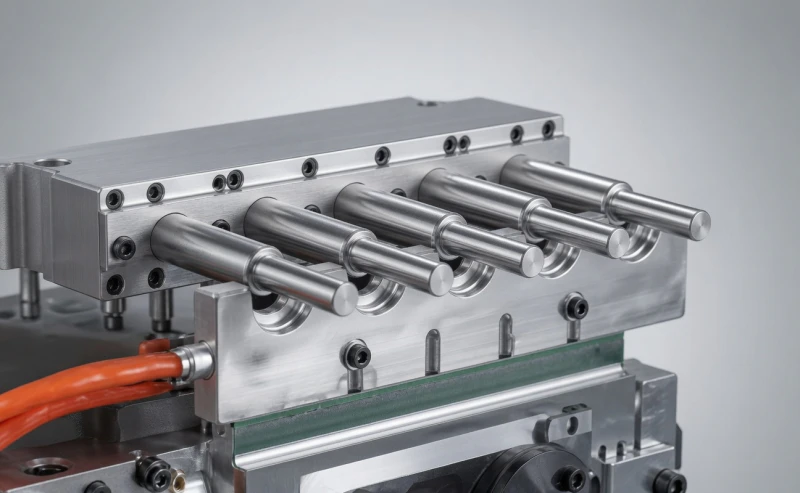
EBM cannot form an integral dropper tip or precision orifice as part of the container in a single operation. IBM forms the dropper tip orifice in the injection cavity at Station 1 with the core pin defining the bore to plus or minus 0.03 mm. For ophthalmic containers, nasal sprays, and oral drop dispensers where the dropper tip is integral to the container, IBM is the only viable blow moulding process.
The practical size boundary: IBM is the only commercially viable blow moulding process for containers below approximately 50 ml. Between 50 and 250 ml, IBM and EBM overlap, with IBM preferred when neck precision, surface quality, or pharmaceutical compliance requirements apply. Above 500 ml, EBM’s equipment cost and tooling cost advantages become significant and EBM is competitive or preferred for containers where neck precision requirements are modest.
6. Regrind and Material Waste: IBM’s Zero-Flash Economics
EBM generates flash at every container — a flash tail at the base from the bottom pinch-off, and a neck flash from the top pinch-off. This flash must be handled, and for pharmaceutical applications, it cannot be reintroduced into the process as regrind because pharmacopoeial standards require 100 percent virgin material for pharmaceutical containers. For non-pharmaceutical applications, flash may be reground and partially reintroduced, but the regrind has degraded properties (reduced molecular weight, altered additive concentration) that change container performance.
Material Efficiency Comparison: IBM vs EBM for 100 ml PP Bottle
IBM — Zero Flash
EBM — With Flash
Annual Saving (25M containers)
IBM runner weight is included in the calculation — runner is regrind waste in IBM but volume is much lower than EBM flash for pharmaceutical containers where regrind cannot be reintroduced.
7. Application Mapping: IBM vs EBM Across Market Segments
| Application / Container | Volume Range | IBM | EBM | Process Basis for Selection |
|---|---|---|---|---|
| Ophthalmic / eye drop vials | 1 to 15 ml | IBM only | Not viable | EBM cannot produce below ~50 ml with adequate dimensional control; integral dropper tip requires IBM injection station |
| Pharmaceutical oral liquid / syrup | 30 to 500 ml | Strongly preferred | Possible above 100 ml | CRC compliance, GMP flash-free requirement, amber PP optical uniformity — all favour IBM across full range |
| Cosmetic serum / essence | 5 to 100 ml | IBM only | Not viable below 50 ml | PET optical clarity requirements, flash-free aesthetics, and small format all require IBM |
| Cosmetic lotion / body care | 100 to 300 ml | Preferred (premium) | Viable (mass market) | IBM preferred for premium lines (no base scar, pump precision); EBM viable for low-cost mass market opaque containers |
| Agrochemical containers | 100 to 500 ml | Preferred (UN / CRC) | Viable (non-CRC) | IBM preferred for CRC-required and UN-certified containers; EBM viable for simple screw-cap large containers |
| Veterinary drench bottles | 500 to 2,000 ml | Preferred (drenching gun precision) | Viable (simple closure) | IBM preferred where drenching gun coupler neck precision matters; EBM viable for very large non-precision formats |
| Household chemical containers | 500 to 2,000 ml | Possible (overpowered) | Standard | EBM’s lower tooling cost and better economy at large non-precision formats dominates for bleach, detergent, and cleaning product bottles |
| HDPE jerricans (5 to 25 L) | 5,000 to 25,000 ml | Not practical | EBM only | EBM scales economically to very large containers; IBM machine and tooling sizes and costs become impractical at jerrican volumes |
8. Where EBM Has Genuine Advantages
An objective comparison requires acknowledging where EBM is genuinely superior to IBM. The analysis is clear on this point:
Large Container Formats (above 1,000 ml)
EBM tooling cost at large formats is significantly lower than IBM tooling because EBM blow moulds are simpler (no injection cavity, no core pin, no runner system). For a 5-litre HDPE jerrican, an EBM blow mould costs approximately USD 5,000 to 15,000; an IBM mould set for the equivalent container (if IBM could even produce this size) would be USD 40,000 to 80,000. EBM dominates large non-precision formats on tooling economics alone.
Non-Round, Complex Body Shapes
EBM can produce containers with highly non-circular cross-sections — square jerricans, rectangular HDPE containers, flat oval bottles with handle features — because the extruded tube can be inflated into any blow mould cavity shape. IBM’s blow ratio constraints mean that highly non-circular shapes produce unacceptably thin corners. For containers requiring sharply angular bodies, EBM is the only viable blow moulding option.
Moulded-In Handles
EBM can produce containers with moulded-in handles (the handle loop is included in the blow mould cavity and inflated simultaneously with the container body) in a single moulding operation. IBM cannot produce moulded-in handles — handles must be separately assembled or a secondary injection-moulded handle component must be clipped on. For HDPE containers requiring handles (gallon jugs, laboratory containers, consumer chemical bottles), EBM’s moulded-in handle capability is a genuine process advantage.
Lower Machine Capital Cost at Large Scale
EBM machines for large-format containers (1 to 5 litres) have lower capital cost than IBM machines capable of the same container volume. The mechanical simplicity of extrusion (continuous process) versus injection (batch process with precision mould clamping) favours EBM at large container sizes where the precision benefits of IBM are not required by the application.
The boundary in practice: IBM and EBM are complementary processes, not direct competitors across all container formats. IBM dominates below 500 ml for precision applications; EBM dominates above 1,000 ml for non-precision large-format containers. Between 500 and 1,000 ml, the process selection depends on whether neck precision, surface quality, or UN drop test performance requirements (where IBM’s weld-free base is advantageous) apply — or whether cost is the dominant driver (where EBM may be competitive for simple closure formats).
9. Frequently Asked Questions
Q: Can EBM produce containers that look equivalent to IBM for cosmetic applications if the tooling is carefully optimised?
EBM tooling optimisation — including parison programming, die gap optimisation, and careful mould temperature management — can improve EBM container quality significantly. However, the fundamental constraints of the process cannot be eliminated by tooling optimisation alone. The base weld line is inherent to the pinch-off mechanism and cannot be removed. The neck thread tolerance achievable by pinch-off is bounded by extrudate sag and pinch-off compression dynamics — it cannot reach injection-moulding tolerances regardless of tooling quality. And EBM cannot produce containers below approximately 50 ml regardless of tooling investment. For premium cosmetic applications where base aesthetics, surface gloss uniformity, and neck precision determine brand perception, EBM optimisation closes the gap but does not eliminate it. IBM’s architectural advantages remain after all EBM optimisation efforts are exhausted.
Q: Is IBM tooling significantly more expensive than EBM tooling for the same container?
IBM mould sets (injection cavity + core pins + blow cavity + runner system) are typically 2 to 4x more expensive than EBM blow moulds for the same container format and cavity count. The additional cost reflects the greater precision required (injection cavity neck thread to plus or minus 0.1 mm versus EBM blow mould to plus or minus 0.5 mm), the core pin manufacturing cost (precision grinding, DLC coating, blow air channel machining), and the runner system design and balancing. For pharmaceutical and premium cosmetic containers, this tooling premium is accepted as the cost of the quality difference. For low-cost commodity containers where precision is not required, the EBM tooling economics are genuinely advantageous.
Q: Can an existing EBM container design be transferred to IBM without redesigning the container?
Not directly. An EBM-designed container has a base weld line zone that is part of the design — the base geometry accommodates the pinch-off mark within the base recess. When the same container is transferred to IBM, the base weld zone is eliminated, but the IBM core pin geometry and blow cavity must be designed specifically for IBM parison-and-inflate production. The external container dimensions and body shape can be matched closely between EBM and IBM versions of the same container, but the tooling is not transferable and the IBM mould must be designed from scratch to IBM tooling principles. Additionally, the neck thread of the EBM version must be verified to confirm that the dimensions specified for EBM tolerances (typically wider) are compatible with the IBM production tolerances (tighter) — often the EBM specification can be retained for IBM as the IBM will simply produce the neck more accurately than the EBM did.
Q: Does the IBM process produce runners that must be scrapped in pharmaceutical production?
Yes. IBM injection produces a runner system (sprue and branch runners connecting the nozzle to each cavity gate) in addition to the parisons. In pharmaceutical production, runners cannot be reground and reintroduced because pharmacopoeial standards require 100 percent virgin material. IBM runners from pharmaceutical production must be designated as non-pharmaceutical waste and removed from the production area. Runner weight per shot for a 6-cavity 100 ml PP syrup bottle is typically 12 to 18 g — compared to the 6 x 18 g = 108 g total parison weight. The runner waste fraction (approximately 14 to 17%) is significantly lower than the EBM flash fraction for pharmaceutical containers (approximately 18 to 25%), making IBM more material-efficient than EBM even accounting for the runner waste stream.
10. Conclusion: The Selection Decision
The IBM vs EBM choice is not a trade-off between quality and cost at small container scales — IBM is better on quality and comparable or better on economics for pharmaceutical, cosmetic, and precision packaging containers below 500 ml. The process selection becomes genuinely contested only above 500 ml for non-precision applications, and EBM wins definitively above 1,000 ml and for non-round containers with moulded handles.
IBM vs EBM — Decision Summary
IBM only. EBM is not viable at these container volumes for any application.
IBM strongly preferred for pharmaceutical, cosmetic, CRC-required, and UN-certified containers. EBM viable only for low-cost commodity containers with simple closure systems.
Evaluate both. IBM preferred where neck precision, UN drop test (weld-free base), or surface quality drives selection. EBM competitive for non-CRC simple closure applications.
EBM preferred for most non-precision applications. IBM viable but tooling and machine cost becomes significant. EBM dominates at jerrican volumes and for containers with moulded handles.
If your container application falls in the 1 to 500 ml range with pharmaceutical compliance, cosmetic precision, CRC closure compatibility, or UN packaging certification requirements, IBM is the technically correct and economically sound process choice. Our engineering team provides process selection guidance, container design review, IBM feasibility assessment, and factory-direct machine and tooling quotations for any container project in our operating range.
IBM Process Selection Consultation
Tell us your container application, volume, resin, closure system, and quality requirements. We will confirm whether IBM is the right process for your project, recommend the machine and tooling configuration, and provide a factory-direct quotation within 24 hours.

























