Two Processes, One Goal: Choosing the Right Blow Molding Technology for Your Container
Two technologies dominate precision hollow container manufacturing worldwide: Injection Blow Molding (IBM) and Injection Stretch Blow Molding (ISBM). Both begin with an injection-moulded parison. Both produce flash-free, dimensionally accurate containers. Both process common packaging resins including PET, PP, and HDPE. Yet they are fundamentally different processes — and choosing the wrong one for your bottle can mean higher per-unit costs, compromised product quality, or regulatory complications down the line.
This guide provides a thorough, technically accurate comparison of IBM and ISBM across every dimension that matters to container producers: process mechanics, material compatibility, container quality, output rates, tooling cost, and the specific applications where each process excels. By the end, you will know exactly which process — and which machine — is right for your bottle.
1. Quick Answer — IBM or ISBM?
Choose IBM when:
- Resin: PP, HDPE, LDPE, PETG, PVC
- Size: 1 ml to 2,000 ml, especially under 500 ml
- Priority: Neck precision, zero flash, thick walls
- Market: Pharmaceutical, cosmetic, agrochemical, food
- Environment: GMP clean-room, zero oil contamination
- Wall: Thick-wall or multi-layer requirement
Choose ISBM when:
- Resin: PET primary
- Size: 50 ml to 5 L, classic bottle shapes
- Priority: Maximum clarity, thin walls, bi-axial strength
- Market: Water, CSD beverages, juice, edible oil
- Output: Highest bottles-per-hour on PET platforms
- Wall: Thin, lightweight, optimised for material saving
The most common mistake: Buyers with PP pharmaceutical or HDPE agrochemical projects request ISBM machines because they perceive ISBM as more advanced. In practice, ISBM is optimised for PET with bi-axial orientation. IBM delivers superior results for PP, HDPE, LDPE, and PETG — at lower tooling cost and simpler operation.
2. What Is IBM? Process Overview
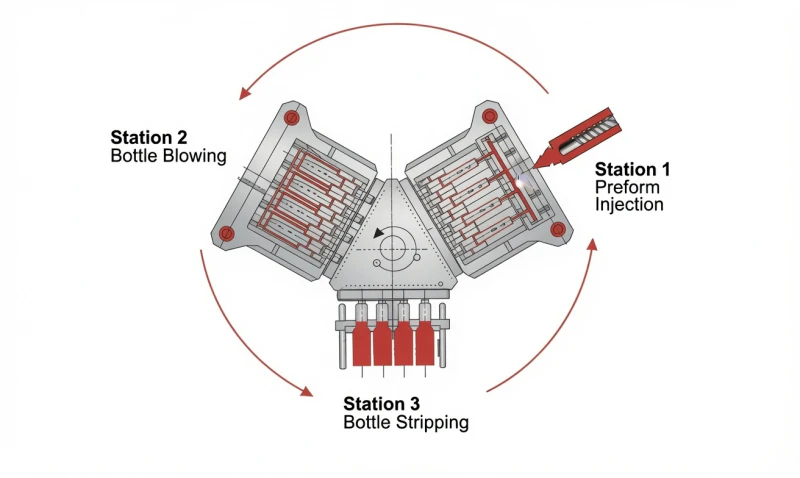
Injection Blow Molding (IBM) is a three-station rotary process in which molten plastic is injection-moulded around a hardened steel core pin at Station 1 to form a parison, then blown to final bottle shape by compressed air at Station 2, then stripped from the core pin at Station 3. All three stations operate simultaneously within every machine cycle.
The parison in IBM is a thick-walled preform whose neck thread is already moulded in injection-quality precision — no post-trim, no flash, no dimensional compromise on the neck finish. The body of the parison is inflated purely by air pressure with no stretch rod, producing a container whose wall properties reflect the resin’s naturally processed characteristics rather than bi-axial molecular orientation.
Key IBM process characteristics:
- No stretch rod — inflation by air pressure only
- Parison remains on core pin from injection through blowing to stripping
- No intermediate transfer, no reheating, no preform storage
- Dry cycle: 2.5 seconds (all-electric) to 4 seconds (hydraulic)
- Container volume range: 1 ml to 2,000 ml
- Zero flash on injection parting line, blow parting line, and neck finish
- Wall thickness variation: typically within plus or minus 1 percent
3. What Is ISBM? Process Overview
Injection Stretch Blow Molding (ISBM) adds one critical mechanical step to the injection blow process: a stretch rod. At the blow station, after the blow mould closes around the parison, a mechanical stretch rod is driven axially downward to physically elongate the parison longitudinally before or simultaneously with radial air inflation.
This bi-axial stretching — axial stretch from the rod, radial stretch from air pressure — creates molecular orientation in the container wall. In PET especially, this bi-axial orientation dramatically improves clarity, barrier properties, tensile and drop strength, and allows significant wall thickness reduction while maintaining or exceeding the structural performance of thicker un-oriented walls.

Key ISBM process characteristics:
- Mechanical stretch rod creates axial elongation of the parison
- Air pressure creates radial (circumferential) inflation simultaneously
- Bi-axial molecular orientation dramatically improves PET properties
- Available as one-step or two-step (separate preform + reheating + blowing)
- Primary resin: PET (dominant); PP in limited applications
- Typical container range: 50 ml to 5 L for standard beverage formats
- Zero flash — neck moulded in injection stage
4. The Core Difference: What Stretch Actually Does to Your Bottle
The single mechanical difference between IBM and ISBM — the presence or absence of a stretch rod — creates a cascade of downstream differences in the containers each process produces. Understanding what stretch physically does to the polymer is the key to making the right process choice.
Without stretch (IBM):
In IBM, the parison is inflated purely by air pressure. The polymer chains in the container wall remain in their amorphous or semi-crystalline state as processed. For PP, HDPE, and LDPE containers, this is typically the optimum outcome because these resins do not benefit from bi-axial stretch orientation the way PET does.
With stretch (ISBM):
In ISBM, the stretch rod aligns polymer chains in the axial direction while air pressure aligns chains radially. This creates a network of bi-axially oriented polymer chains that acts like a microscopic reinforcing mesh. In PET, bi-axial orientation produces four measurable improvements:
+
Clarity
Bi-axial orientation reduces light scattering, producing water-clear transparency not achievable with IBM-processed PET.
+
Barrier
Oriented PET chains significantly reduce CO2 and O2 permeation — critical for carbonated beverages and juice shelf life.
+
Strength
Tensile strength and drop-impact resistance increase substantially, allowing thinner walls at equivalent structural performance.
+
Weight Reduction
Thinner walls from strength gains reduce resin consumption per bottle — a primary economic driver for PET beverage producers.
Key insight: Bi-axial stretch orientation benefits PET dramatically. It benefits PP only moderately in specific applications. It provides little or no benefit for HDPE, LDPE, PETG, or PVC. For these resins, IBM is the correct and more cost-efficient process choice.
5. IBM vs ISBM — Full Comparison Table
| Dimension | IBM | ISBM |
|---|---|---|
| Stretch Rod | None — air pressure only | Yes — axial mechanical stretch |
| Molecular Orientation | Natural amorphous / semi-crystalline | Bi-axial — axial and radial |
| Primary Resin | PP, HDPE, LDPE, PETG, PVC, PET | PET (dominant), PP (limited) |
| PET Clarity | Good (amorphous PET) | Excellent — water-clear |
| PET Barrier (CO2, O2) | Moderate | High — critical for CSD and juice |
| Wall Thickness | Thick wall — excellent control | Thin wall — material optimised |
| Wall Uniformity | Within plus or minus 1 percent | Within plus or minus 2 to 3 percent |
| Neck Thread Accuracy | Excellent — injection moulded | Excellent — injection moulded |
| Flash / Trim Waste | Zero flash | Zero flash |
| Minimum Container Size | 1 ml | Approx. 50 ml |
| Maximum Container Size | 2,000 ml | 5 L and above |
| Oval / Irregular Shapes | Limited — round focus | Better — stretch allows complex shapes |
| Dry Cycle Time | 2.5 s (electric) — 4 s (hydraulic) | 4 to 8 s (one-step) |
| Reheating Required | No — hot parison used directly | No (one-step) / Yes (two-step) |
| Machine Complexity | Lower — no stretch rod mechanism | Higher — stretch rod and linear actuator |
| Mould Tooling Cost | Lower | Medium to High |
| Material Scrap | Zero | Zero |
| GMP / Clean-Room Suitability | Excellent (esp. all-electric) | Good |
| Ideal Industries | Pharma, cosmetic, agrochem, food, household chemicals | Water, CSD, juice, edible oil, PET personal care |
6. Material Compatibility: IBM vs ISBM
Material compatibility is where IBM and ISBM diverge most decisively. The stretch ratio requirement of ISBM — typically 2 to 3 times axial and 3 to 5 times radial for PET — constrains the process to resins that can be stretched without tearing or whitening. PET is uniquely well-suited to this; most other packaging resins are not.
| Resin | IBM Suitability | ISBM Suitability | Notes |
|---|---|---|---|
| PET | Good | Excellent | ISBM is the dominant PET process for beverage. IBM-PET is suitable for pharmaceutical thick-wall containers where clarity is important but CO2 barrier is not required. |
| PP | Excellent | Limited | IBM is the standard for PP. PP does not benefit significantly from ISBM bi-axial stretch. IBM delivers superior PP container quality at lower cost. |
| HDPE | Excellent | Not suitable | HDPE cannot achieve the stretch ratios required for ISBM. IBM is the only injection blow option for HDPE agrochemical and chemical bottles. |
| LDPE | Excellent | Not suitable | LDPE squeezable bottles (eye drops, nasal sprays) are exclusively IBM-produced. LDPE’s low melt strength makes ISBM impractical. |
| PETG | Excellent | Limited | PETG’s amorphous nature and clarity make it ideal for IBM cosmetic and luxury packaging. ISBM of PETG is technically possible but rarely used commercially. |
| PVC | Good | Not practical | PVC pharmaceutical containers are IBM-produced. Heat sensitivity and chlorine gas risk at stretch temperatures make ISBM of PVC impractical. |
Rule of thumb: If your primary resin is anything other than PET — particularly PP, HDPE, LDPE, PETG, or PVC — IBM is almost certainly the correct process. ISBM is predominantly a PET-process technology. Forcing other resins through an ISBM machine creates unnecessary process complexity and higher reject rates.
7. Container Quality: Clarity, Wall Thickness and Strength Compared
Clarity
For transparent containers, ISBM-produced bi-axially oriented PET is the clearest option — superior to IBM-produced PET, which is amorphous and slightly hazy by comparison. However, for PP, PETG, and PVC, IBM produces excellent clarity that meets cosmetic and pharmaceutical packaging standards without requiring bi-axial orientation. Choosing ISBM purely for clarity in a PP or PETG container is an unnecessary and more expensive process choice.
Wall Thickness
IBM excels at thick-wall and controlled-wall containers — pharmaceutical pill bottles, cosmetic cream jars, and agrochemical containers where wall mass contributes to structural rigidity and product protection. Wall thickness uniformity within plus or minus 1 percent across the container body is standard for IBM production. ISBM excels at thin-wall, lightweight containers — 500 ml PET water bottles with 10 to 12 g bottle weights are achievable because bi-axial orientation provides structural strength that allows wall reduction to the minimum material consistent with top-load, burst, and drop performance.
Drop and Burst Strength
Bi-axially oriented ISBM PET containers have significantly higher burst pressure resistance and drop-impact strength per unit of wall mass than un-oriented IBM containers at equivalent wall thickness. This is why ISBM is the standard for carbonated soft drink bottles, which must withstand internal pressures of 4 to 6 bar. IBM containers do not encounter these pressure specifications in their typical pharmaceutical or cosmetic applications.
Neck Thread Accuracy
Both IBM and ISBM produce neck threads to injection moulding tolerances. There is no meaningful difference in neck dimensional accuracy between IBM and ISBM-produced containers; both are suitable for precision closures including CRC (child-resistant), tamper-evident, ROPP, and dropper fitments.
8. Output Rate, Tooling Cost and Production Economics
Cycle Time and Output
IBM machines — particularly all-electric models — achieve the fastest dry cycle times available in injection blow molding. Our ZQ60HE all-electric IBM machine achieves a 2.5-second dry cycle, producing up to 115,000 bottles per 24 hours on a 30 ml pharmaceutical vial format. Hydraulic IBM models run at 3.5 to 4 seconds dry cycle. One-step ISBM machines typically run 4 to 8 second dry cycles. Two-step ISBM can achieve higher throughput on large-format PET bottles because the blowing step is decoupled from preform production, but requires additional capital investment.
Tooling Cost
IBM mould tooling — comprising the injection cavity, core pin set, blow cavity, and stripper — is generally less expensive than equivalent ISBM tooling. ISBM tooling requires a stretch rod mechanism and actuator for each cavity in addition to the injection and blow cavity sets, increasing per-cavity tooling cost. For producers running multiple container SKUs, IBM’s lower tooling cost per changeover improves overall project economics.
Operating Energy Cost
All-electric IBM machines (ZQ60HE) operate at 15 to 25 percent of installed power, versus 52 to 70 percent for hydraulic IBM machines and similar ranges for ISBM machines with hydraulic components. Energy cost is a material factor in 24/7 production economics — the all-electric IBM architecture delivers the lowest operating power cost per bottle in its class for small-to-medium format containers.
| Economic Factor | IBM (Hydraulic) | IBM (All-Electric) | ISBM (One-Step) |
|---|---|---|---|
| Dry Cycle | 3.5 to 4 s | 2.5 s | 4 to 8 s |
| Machine Capital Cost | Lower | Medium | Higher |
| Tooling Cost per SKU | Lower | Lower | Higher |
| Operating Power | 52 to 70 percent | 15 to 25 percent | 40 to 65 percent |
| Hydraulic Oil Maintenance | Required | None | Usually required |
| Material Scrap | Zero | Zero | Zero |
9. Industry Applications — Which Process Wins Where
10. One-Step vs Two-Step ISBM — An Important Sub-Distinction
Within ISBM technology, there is an important sub-distinction between one-step and two-step processes that affects capital cost, flexibility, and output economics:
One-Step ISBM
Preform injection moulding and stretch blow moulding occur within the same machine in a continuous cycle. The preform is never cooled to ambient temperature before blowing — retained heat from injection reduces energy consumption for conditioning.
Best for: Small-to-medium PET containers (50 ml to 2 L), multiple SKUs, lower production volumes, compact factory footprint. Our one-step injection stretch blow molding machines include both fully electric and fully servo drive options.
Two-Step ISBM
Preform moulding and stretch blow moulding are separate operations using separate machines. Preforms are cooled, stored, and subsequently reheated in an oven before blow moulding. The two steps can be optimised independently and run at different shift patterns.
Best for: Very high-volume PET bottle production (water, CSD), where separate preform and blowing line optimisation reduces per-bottle cost at scale. Requires significantly more capital and factory floor space.
For most buyers moving from IBM evaluation to ISBM consideration for PET containers, one-step ISBM is the appropriate comparison point — it combines injection and blowing in a single machine just as IBM does, making machine footprint and capital cost directly comparable.
11. Decision Guide — 6 Questions to Choose Your Process
Work through these six questions in order. The first question that gives you a definitive answer determines your process:
What is your primary resin?
PP, HDPE, LDPE, PETG, or PVC? IBM is your process. Stop here.
PET? Continue to Question 2.
Does your PET container need water-clear transparency or CO2 barrier?
Yes (water bottle, juice, CSD): ISBM is your process.
No (pharmaceutical thick-wall PET, food jar): IBM is suitable and lower cost.
What is your container volume?
1 ml to 2,000 ml: IBM covers the full range efficiently.
Above 2,000 ml in PET: ISBM or EBM depending on resin and shape.
Is pharmaceutical GMP, clean-room, or zero-oil production required?
Yes: IBM (especially ZQ60HE all-electric) is preferred for zero hydraulic oil contamination risk.
No: Either process is suitable. Continue.
Is maximum cycle speed and output per shift the primary priority?
Yes, for small or mid containers under 500 ml: ZQ60HE all-electric IBM at 2.5 s cycle delivers the highest output in its class.
Yes, for large-volume PET: Two-step ISBM at scale delivers highest PET bottle output.
Is lower tooling cost and simpler operation important?
Yes: IBM offers lower tooling cost per SKU and simpler machine operation without stretch rod setup parameters.
Not the primary concern: Both processes are acceptable for PET. Choose based on Questions 1 to 5.
Still unsure? Contact our engineering team with your container drawing, resin specification, and target volume. We will recommend the optimal process and the specific machine model within 24 hours.
12. Frequently Asked Questions — IBM vs ISBM
Q: Can one machine do both IBM and ISBM?
No. IBM and ISBM machines are fundamentally different in mechanical architecture. IBM machines use a three-station rotary table with core pins and no stretch rod. ISBM machines incorporate a stretch rod actuator at the blow station that is absent in IBM designs. A machine cannot be switched between the two processes by changing tooling alone — the blow station mechanism is different. A manufacturer must select between IBM and ISBM at the machine purchase stage.
Q: Is ISBM always better than IBM for PET containers?
Not always. For pharmaceutical PET containers where thick walls, precise necks, and GMP cleanliness are priorities but maximum clarity and CO2 barrier are not, IBM is a technically appropriate and lower-cost alternative. IBM-produced PET pharmaceutical bottles are widely used globally. ISBM’s superiority over IBM for PET is specifically in beverage packaging applications requiring maximum clarity, CO2 and O2 barrier, thin walls, or burst pressure resistance.
Q: What is the minimum container size for ISBM?
The practical minimum for ISBM is approximately 50 ml. The stretch rod mechanism requires a minimum parison length and diameter to function correctly — below approximately 50 ml, the stretch ratios become impractical and the process produces unreliable results. IBM handles containers from 1 ml without this limitation, making it the only injection blow option for miniature pharmaceutical and cosmetic containers in the 1 to 50 ml range.
Q: Does IBM produce oval or irregular-shaped bottles?
IBM is primarily suited to round, symmetrical container cross-sections. The uniform radial air inflation that defines IBM works best with rotationally symmetric body shapes. Oval, rectangular, or highly asymmetric bottle bodies are more difficult to produce consistently with IBM. ISBM handles oval and non-round PET containers more readily because the stretch rod drives axial extension before radial inflation. For non-round PP or HDPE containers, extrusion blow molding is often more practical than either IBM or ISBM.
Q: Which process has lower total cost of ownership?
A full TCO comparison should include: machine capital cost; mould tooling cost per SKU; operating power cost; hydraulic oil maintenance cost (IBM hydraulic) or nil (IBM all-electric); reject rate and scrap cost; and output rate per shift. For PP, HDPE, and PETG containers, IBM will almost always win on TCO. For high-volume PET beverage containers, ISBM typically wins. For pharmaceutical PET containers, the comparison is closer and depends on volume and clarity requirements. Contact our team for a customised TCO analysis for your specific application.
13. Conclusion — Making the Right Process Choice
IBM and ISBM are complementary technologies, not competitors in most application areas. The decision between them is usually straightforward once you know your resin, container size, and quality priorities:
- PP, HDPE, LDPE, PETG, PVC container: IBM, always.
- PET water bottle, CSD, or juice with CO2 barrier requirement: ISBM, always.
- PET pharmaceutical thick-wall container, vial, or jar: IBM is appropriate and lower cost.
- Small format under 50 ml in any resin: IBM is the only injection blow option.
- GMP clean-room requirement: All-electric IBM is the cleanest option.
- Maximum output speed for small or mid containers: ZQ60HE all-electric IBM at 2.5 s cycle.
If your application spans both process capabilities — for example, a manufacturer producing both PP cosmetic bottles and PET beverage containers — the answer is to operate both machine types: an IBM platform for the PP/HDPE/LDPE products and an ISBM platform for the PET products. Both machine families are available in our range, factory-direct, with full engineering and mould design support.
Get Expert Process Advice — Free
Share your container drawings and resin specification with our engineering team. We will recommend the optimal process — IBM or ISBM — and the specific machine model for your production scale, with a factory-direct quote, within 24 hours.

























