
Mô tả
ZQ110 Injection Blow Molding Machine — Ultra-Heavy-Duty IBM Machine with 1,100 KN Clamping Force for Maximum-Cavity Industrial Container Production
The ZQ110 is the most powerful machine in our ZQ-series injection blow molding machine (IBM machine) lineup — engineered for ultra-high-tonnage, maximum-cavity industrial container production at continuous 24/7 scale. Delivering a 1,100 KN injection clamping force, a 65 mm single-screw plasticising unit, a maximum single-shot weight of 540 g, a 5+N zone barrel, and an industry-leading 1,100×460 mm platen, the ZQ110 sets the benchmark for large-format, high-cavity IBM performance — serving as a factory-direct, cost-competitive alternative to Jomar 500D, Nissei ASB-650EX, Rocheleau RS-Series and other ultra-high-tonnage IBM platforms that command premium import prices.

💊 Pharmaceutical & Medical
💊 Food & Beverage
💊 Household & Industrial Chemicals
💊 Cosmetics & Personal Care
💊 Veterinary & Industrial Fluids
Core Strengths at a Glance: Screw diameter 65 mm | Injection clamping force 1,100 KN | Blow clamping force 150 KN | Max platen 1,100×460 mm | Shot weight 540 g | Barrel zones 5+N | Dry cycle 4 s | Total power 80 KW | Net weight 15 T | Volume range 1–2,000 ml | Dual 22+22 KW motors
ZQ110 Full Technical Specifications — Parameter Sheet
All verified technical parameters for the ZQ110 injection blow molding machine are listed below. All data is for reference; final specifications are subject to the official order confirmation sheet.
| Category | Parameter | Unit | ZQ110 |
|---|---|---|---|
| INJECTION SYSTEM | |||
| Screw Diameter | mm | 65 | |
| Screw L/D Ratio | % | 22 : 1 | |
| Injection Weight | g | 540 | |
| Heating Power | KW | 20 | |
| Number of Barrel Zones | — | 5 + N | |
| Injection Stroke | mm | 200 | |
| CLAMPING SYSTEM | |||
| Clamping Force of Injection | KN | 1,100 | |
| Opening Stroke for Injection | mm | 140 | |
| Clamping Force of Blowing | KN | 150 | |
| Opening Stroke for Blowing | mm | 140 | |
| Lifting Height of Rotary Table | mm | 70 | |
| MOULD | |||
| Max. Platen Size (L × W) | mm | 1,100 × 460 | |
| Mould Thickness | mm | 280 | |
| Max. Diameter of Bottle | mm | 120 | |
| Bottle Height | mm | 220 | |
| Suitable Bottle Volume Range | ml | 1 – 2,000 | |
| Stripping Stroke | mm | 260 | |
| HYDRAULIC SYSTEM | |||
| Hydraulic Pressure | MPa | 14 | |
| Motor Power | KW | 22 + 22 | |
| Dry Cycle Time | s | 4 | |
| Total Power | KW | 80 | |
| Operating Power | % | 52 – 70 | |
| OTHERS | |||
| Min. Air Pressure of Compressed Air | MPa | 0.7 – 1.2 | |
| Compressed Air Capacity | M³/min | 0.7 | |
| Water Flowage | M³/h | 4 | |
| Cooling Water Pressure | MPa | 0.3 – 0.4 | |
| Machine Dimension (L × W × H) | M | 5 × 1.8 × 2.2 | |
| Net Weight | Ton | 15 | |
ⓘ The above parameters are for reference only. Due to continuous improvement of equipment, the company reserves the right to modify specifications without prior notice.
How the ZQ110 IBM Machine Works — Maximum-Tonnage Three-Station Rotary Process
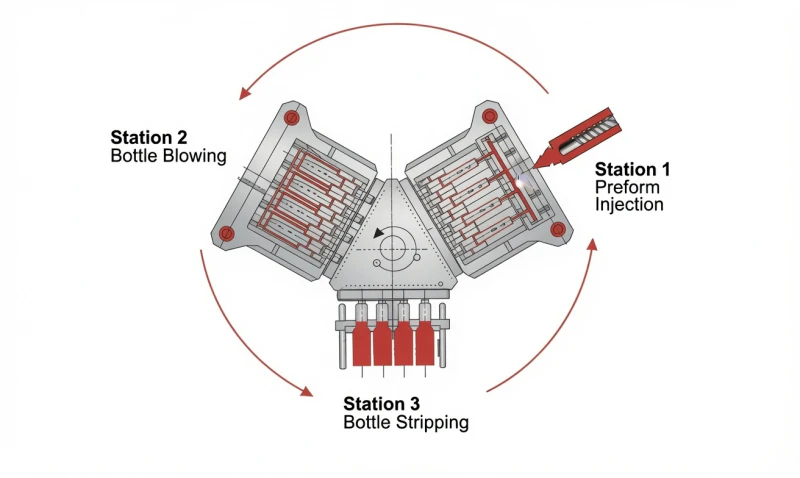
The ZQ110 operates on the proven three-station rotary IBM process — the same fundamental architecture shared across the entire ZQ series — but executed at the highest tonnage and shot capacity in our range. With 1,100 KN of injection clamping force, 150 KN of blow clamping, and a 540 g shot capacity from a 65 mm screw, the ZQ110 sustains true industrial-scale multi-cavity production with a 4-second dry cycle across all three simultaneous stations.
Station 1 — 1,100 KN Ultra-High-Tonnage Injection
Molten resin is injected at up to 540 g per shot through the 65 mm single-screw — the largest in the ZQ series — into an injection cavity locked shut by 1,100 KN of hydraulic clamping force. The 5+N zone barrel provides the most precise melt temperature profiling of any ZQ model, with a 200 mm injection stroke delivering the extended shot volume required for maximum-cavity-count tooling. At this tonnage, zero flash is guaranteed even on 10–16 cavity mould configurations for smaller containers.
Station 2 — 150 KN Blow Clamping
The still-hot parison is indexed 120° on the servo-driven rotary table to the blow station, where 150 KN of blow clamping force — the highest in the ZQ series — secures the blow cavity during inflation with compressed air at 0.7–1.2 MPa. The 150 KN blow clamp supports the largest multi-cavity blow mould configurations, ensuring perfectly sealed parting lines on all cavities simultaneously for flash-free bottle bodies at maximum output rates.
Station 3 — 260 mm Extended Stripping Stroke
The ZQ110 features the longest stripping stroke in the ZQ range at 260 mm — 30 mm more than the ZQ80 — providing additional clearance for reliable ejection of taller containers or high-cavity-count core pin arrays from the rotary table. Finished containers are positively stripped and conveyed downstream while Stations 1 and 2 simultaneously complete injection and blowing of the next batch, maintaining uninterrupted output throughout each 4-second cycle.
ZQ110 Industrial Production Line Integration
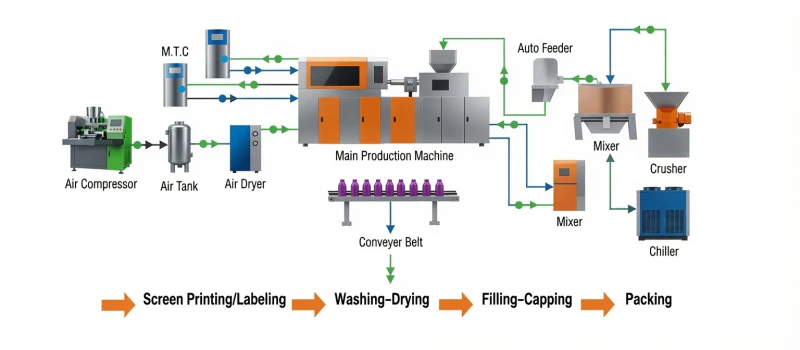
At 15 T and 5 × 1.8 × 2.2 m, the ZQ110 is designed for permanent installation in purpose-built, high-volume bottle production halls. Its 80 KW total connected power and dual 22+22 KW servo-pump circuit architecture support demanding continuous-duty production environments. Downstream integration partners commonly paired with the ZQ110 include: high-speed servo conveyor take-off systems, 100% inline leak and pressure integrity testers, multi-lane bottle orientation units, high-speed rotary labelling machines, laser or inkjet date-coding stations, and robotic end-of-line palletisers. Optional Industry 4.0 connectivity via Ethernet/IP or Modbus TCP enables live production data streaming to factory MES, OEE monitoring systems, and remote technical support platforms.
Structural Composition
The ZQ110 is built around six massively scaled sub-assemblies rated for continuous industrial operation: (1) Ultra-heavy-duty injection unit — 65 mm single-screw with 22:1 L/D, 5+N zone barrel, 200 mm injection stroke, 540 g shot capacity; (2) 1,100 KN hydraulic clamping unit — dual-platen with four precision guide columns and full hydraulic over-centre lock; (3) Large-format precision rotary table — servo-indexed with 70 mm hydraulic lift, hardened and ground guide pillars to H6/g5 tolerance; (4) 150 KN industrial blow assembly — independent clamping circuit with regulated multi-stage blow pressure; (5) Dual 22+22 KW independent servo-pump hydraulic power units — fully independent injection and clamping circuits at 14 MPa; (6) Industrial PLC control system — Siemens/Mitsubishi PLC with 12-inch colour HMI, multi-recipe management, production data logging, remote diagnostics, and optional MES/OEE integration.
8 Core Advantages of the ZQ110 Injection Blow Molding Machine
1,100 KN — Highest Injection Clamping in the ZQ Series
The ZQ110 delivers 1,100 KN of injection clamping force — 37.5% more than the ZQ80 and 2.75× the ZQ40. This maximum-tonnage capability is the defining feature for buyers running high-cavity-count moulds on large platens, where maintaining zero flash across 10+ cavities under full injection pressure demands clamping forces that no smaller IBM machine in our series can reliably sustain.
540 g Shot Weight — Maximum Parison Capacity
With a 540 g maximum shot weight from the 65 mm screw and 200 mm injection stroke, the ZQ110 handles the heaviest parisons in the ZQ range. This capacity supports both thick-wall large containers (up to 2,000 ml) and maximum-cavity-count configurations for smaller containers where total shot weight across all cavities approaches or exceeds 400 g per cycle — a regime beyond the ZQ80’s 466 g envelope when full cavity distribution is accounted for.
1,100×460 mm Platen — Largest IBM Tooling Envelope
The ZQ110’s 1,100×460 mm platen is the largest available in the ZQ series and among the most expansive in its class for IBM machines at this tonnage level. This extra-wide platen enables multi-row cavity layouts that dramatically increase cavities-per-shot and reduce per-unit production cost on high-volume agrochemical, food, and pharmaceutical container lines compared to any smaller model in our range.
Dual 22+22 KW Independent Motors — Maximum Hydraulic Power
The ZQ110 upgrades to dual 22 KW servo-pump motors — each 19% more powerful than the ZQ80’s 18.5 KW units — providing the hydraulic flow and pressure response needed to sustain 1,100 KN clamping cycles at the 4-second dry-cycle rate. Independent circuits eliminate pressure competition between injection and clamping, enabling simultaneous full-power operation of both hydraulic systems throughout every cycle without compromise.
5+N Zone Barrel — Finest Melt Profiling in the ZQ Range
The ZQ110 introduces a 5+N zone barrel — one additional zone beyond the ZQ80’s 4+N — providing the finest melt temperature profiling in the entire ZQ series. The extra zone extends precise temperature management closer to the nozzle tip, reducing gate vestige variation, improving melt homogeneity at high shot weights, and enabling tighter IV window management for pharmaceutical-grade PET and specialty engineering resins with narrow processing bands.
150 KN Blow Clamping — Zero Blow-Line Flash at Maximum Cavities
The ZQ110’s 150 KN blow clamping force — the highest in the ZQ series — ensures zero flash on the blow cavity parting line even when running maximum-cavity-count tooling at full blow pressure. For producers of agrochemical HDPE bottles or pharmaceutical PP containers where blow-line flash would contaminate the product or violate regulatory cleanliness requirements, this elevated blow clamp delivers the extra margin of security that high-cavity production demands.
260 mm Extended Stripping Stroke
The ZQ110’s 260 mm stripping stroke is the longest in the ZQ series, providing 30 mm additional clearance beyond the ZQ80. This extended stroke accommodates the physical depth of high-cavity core pin arrays on the rotary table platen, ensuring positive and jam-free container ejection at full production speed — critical for maintaining the 4-second cycle when operating 10+ cavity tooling with tall containers or complex core pin geometries.
15-Tonne Industrial-Grade Build for 24/7 Operation
At 15 T net weight — 50% heavier than the ZQ80 — every structural element of the ZQ110 is scaled for the forces generated by 1,100 KN repeated clamping over decades of continuous production. The stress-relieved welded steel base, heavy-section guide columns, oversized hydraulic cylinder bores, and industrial-specification bearings are selected to maintain clamping force accuracy and dimensional repeatability through millions of production cycles without progressive frame distortion.
Structure Design & Material Engineering of the ZQ110
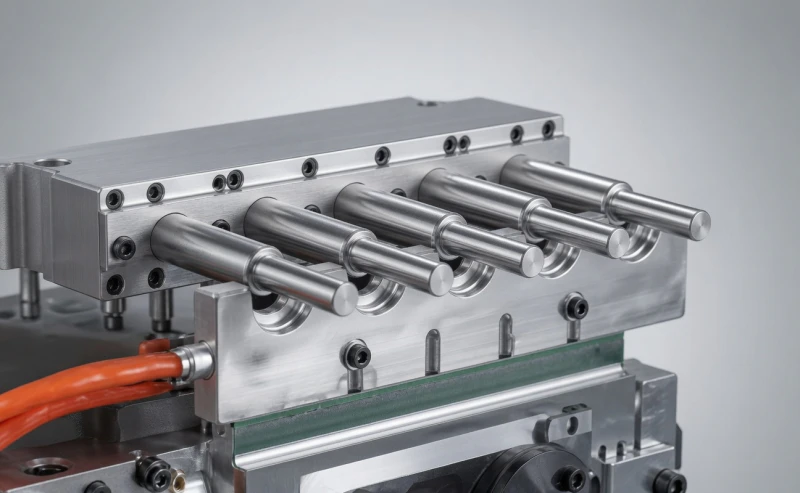
🔧 65 mm Screw with 5+N Zone Barrel
The 65 mm screw is the largest in the ZQ series, fabricated from nitrogen-hardened tool steel with a bi-metallic barrel liner offering superior abrasion and chemical resistance for continuous high-throughput operation. The 22:1 L/D ratio combined with the 5+N zone barrel and 200 mm injection stroke provides unmatched melt volume capacity and temperature control precision, enabling consistent 540 g shots with shot-weight repeatability typically within ±0.3% across all cavities.
🔧 Ultra-Heavy-Duty Rotary Table
The ZQ110 rotary table is the largest in the ZQ series, machined from stress-relieved high-grade ductile cast iron to accommodate the 1,100×460 mm platen. Four precision-ground guide columns in H6/g5 fit maintain core pin alignment under repeated 1,100 KN clamping forces. The 70 mm hydraulic lift stroke is retained from the ZQ80, ensuring smooth and consistent platen elevation without the lateral force that would compromise core pin register at high cavity counts.
🔧 Maximum-Format IBM Mould Tooling
The 1,100×460 mm platen and 280 mm mould thickness provide the largest IBM tooling envelope in the ZQ range, supporting multi-row cavity configurations not achievable on any smaller model. Core pins are precision-ground H13 hot-work tool steel with DLC or hard-chrome coating; injection and blow cavities are 5-axis CNC machined from P20 or H13 steel to ±0.01 mm. We supply complete machine + mould packages with full cavity layout engineering, mould flow analysis, and dimensional validation reports.
🔧 Dual 22+22 KW Independent Hydraulic Circuits
Twin 22 KW servo-pump motors with fully independent proportional valve circuits operate at 14 MPa system pressure. Each circuit drives its own dedicated function — injection/plasticising and clamping/table movement — enabling simultaneous full-rated-power operation of both hydraulic systems. Closed-loop pressure and flow feedback delivers ±0.5% repeatability on all hydraulic parameters, critical for maintaining parting-line clamping integrity across all cavities throughout extended multi-shift production campaigns.
🔧 Industry 4.0-Ready PLC Control System
Siemens or Mitsubishi PLC with a 12-inch colour industrial HMI provides comprehensive parameter management including multi-recipe storage, production counter and OEE tracking, real-time hydraulic pressure and temperature trend display, alarm history logging, and USB or Ethernet data export. Standard Modbus TCP and optional Ethernet/IP connectivity enable live data integration with factory MES, SCADA, and remote technical support platforms — allowing our engineers to provide real-time remote diagnostics without on-site visits.
🔧 CE-Certified Industrial Safety Architecture
Given the ZQ110’s 1,100 KN clamping force and 15 T machine weight, the safety architecture is designed to IEC 60204-1 Category 3 control reliability as standard, with dual-channel emergency stop, full perimeter interlocked guarding, hydraulic over-pressure relief, PLC-monitored safety interlocks on all moving zones, and CE compliance to Machinery Directive 2006/42/EC. Anti-restart protection, hydraulic depressurisation on door-open, and lockout/tagout (LOTO) provisions are incorporated as standard features.
Typical Application Scenarios — Where the ZQ110 IBM Machine Excels

| Industry | Typical Products | Why ZQ110 for This Market |
|---|---|---|
| 💊 Agrochemicals | Pesticide, herbicide, fungicide, fertiliser liquid bottles (250–2,000 ml) at very high volumes | Maximum-cavity HDPE production on 1,100×460 mm platen; 1,100 KN zero-flash on all cavities; highest per-shift output in the ZQ series for multi-SKU agrochem lines |
| 💊 Pharmaceutical & Medical | High-volume OTC syrup bottles, oral rehydration packs, large reagent containers, IV solution jars (100–2,000 ml) | Flash-free pharmaceutical-grade PP/PET processing; precision neck for tamper-evident closures; 5+N barrel supports tight IV window PET and pharmaceutical-grade PP at high throughput |
| 💊 Food & Beverage | Cooking oil, vinegar, sauce, honey, edible liquid containers (200–2,000 ml) for high-volume food production | Food-contact PP/HDPE processing; maximum cavity count minimises per-unit cost on high-volume food packaging lines; uniform wall for fill-level accuracy |
| 💊 Household & Industrial Chemicals | Cleaning agents, disinfectants, bleach, automotive chemicals (500–2,000 ml) for mass market retail supply chains | HDPE/PP chemical resistance; largest platen maximises cavity count; 1,100 KN clamping supports high injection pressures needed for thick-wall chemical-barrier containers |
| 💊 Cosmetics & Personal Care | High-volume shampoo, body wash, hand soap, conditioner bottles (250–1,000 ml) for retail and private-label brands | High-gloss PP surface finish; maximum cavity count for minimum cost-per-bottle on high-volume personal care production contracts; zero bottom weld line for premium appearance |
| 💊 Veterinary & Industrial Fluids | Large-scale veterinary drug bottles, industrial lubricant containers, pour-on treatment packs (250–1,000 ml) | High-cavity HDPE at maximum throughput; chemical-barrier resin compatibility; precision dose-line marking; multi-SKU production flexibility via recipe changeover |
Complete ZQ Series Comparison — ZQ40 / ZQ60 / ZQ80 / ZQ110
Use the table below to identify the right ZQ-series injection blow molding machine for your production requirement:
| Parameter | ZQ40 | ZQ60 | ZQ80 | ZQ110 (This Model) |
|---|---|---|---|---|
| Injection Clamp Force | 400 KN | 600 KN | 800 KN | 1,100 KN |
| Blow Clamp Force | 60 KN | 100 KN | 120 KN | 150 KN |
| Screw Diameter | 40/45 mm | 45/50 mm | 55 mm | 65 mm |
| Max Injection Weight | 190/260 g | 260/383 g | 466 g | 540 g |
| Barrel Zones | 3+N | 3+N | 4+N | 5+N |
| Injection Stroke | 120 mm | 160 mm | 180 mm | 200 mm |
| Max Platen Size | 480×340 mm | 600×390 mm | 800×400 mm | 1,100×460 mm |
| Mould Thickness | 180 mm | 240 mm | 280 mm | 280 mm |
| Stripping Stroke | 220 mm | 230 mm | 230 mm | 260 mm |
| Max Bottle Volume | 1,500 ml | 2,000 ml | 2,000 ml | 2,000 ml |
| Dry Cycle | 3.5 s | 4 s | 4 s | 4 s |
| Total Power | 20 KW | 37 KW | 55 KW | 80 KW |
| Motor Config. | Single | Single (18.5 or 22 KW) | Dual 18.5+18.5 KW | Dual 22+22 KW |
| Machine Weight | 3.8 T | 5 T | 10 T | 15 T |
| Footprint (L×W×H) | 3.5×1.3×1.7 m | 3.8×1.4×1.8 m | 4.5×1.6×2 m | 5×1.8×2.2 m |
| Best For | Pharma vials, cosmetics, small food (1–1,500 ml) | Mid-large food, agrochem (1–2,000 ml) | High-cavity industrial, agrochem (1–2,000 ml) | Maximum-cavity industrial lines, highest throughput (1–2,000 ml) |
💡 ZQ110 is the right choice when: your production requires the maximum possible cavity count per shot cycle to minimise per-unit cost at high volumes; when you are running multiple container SKUs on a single machine platform with frequent recipe changeovers; or when you require the highest IBM clamping integrity available to run ultra-high-cavity tooling continuously without flash risk. If your volumes or cavity count requirements are lower, the ZQ80 or ZQ60 will deliver equivalent container quality at lower capital and operating cost. Our engineers will recommend the optimal model for your application — free of charge.
ZQ110 vs. Jomar / Nissei ASB / Rocheleau — Objective Performance Comparison
⚠️ Important Disclaimer: Brand names including Jomar, Nissei ASB, and Rocheleau are registered trademarks of their respective owners. This comparison is provided solely as a technical buyer reference based on publicly available published specifications. We do not manufacture, sell, or represent any products bearing these trademarks, and this reference constitutes no form of counterfeit goods representation or intellectual property infringement. The ZQ110 is an independently designed and manufactured machine serving the same market applications.
| Parameter | Our ZQ110 | Jomar 500D (ref.) | Nissei ASB-650EX (ref.) | Rocheleau RS-Series (ref.) |
|---|---|---|---|---|
| Process Type | IBM 3-station rotary | IBM | ISBM (stretch blow) | IBM |
| Injection Clamp Force | 1,100 KN | ~2,200 KN | Stretch-focus | ~1,200–1,800 KN |
| Max Platen Size | 1,100×460 mm | ~1,400×600 mm | ~900×500 mm | ~1,200×550 mm |
| Max Injection Weight | 540 g | ~800–1,000 g | ~500–700 g | ~600–900 g |
| Total Power | 80 KW | ~150–200 KW | ~120–160 KW | ~140–180 KW |
| Machine Weight | 15 T | ~35–45 T | ~25–35 T | ~30–40 T |
| Machine Footprint | 5×1.8×2.2 m | ~8×3×3 m | ~6×2.5×2.8 m | ~7×2.8×3 m |
| Dry Cycle Time | 4 s | ~6–9 s | ~10–14 s | ~6–9 s |
| Price Range (est.) | Contact for Quote | $$$$$+ (Very High) | $$$$$+ (Very High) | $$$$$+ (Very High) |
| Spare Parts Lead Time | Fast — factory direct | 8–20 weeks import | 8–20 weeks import | 10–24 weeks import |
| Remote Diagnostics | Standard — Ethernet/Modbus | Optional/premium | Optional/premium | Optional/premium |
Referenced competitor specifications are approximate figures from publicly available product literature. Actual values vary by model configuration. ZQ110 specifications are factory-verified.
ZQ110 Selection Guide — Key Parameters to Confirm Before Ordering
The ZQ110 is the recommended choice for industrial-scale container producers requiring maximum cavity count, the highest IBM tonnage available in the ZQ series, or continuous 24/7 production of large-format containers at minimum cost-per-bottle. Confirm these parameters with our engineering team before placing your order:
1. Maximum Cavity Count Target
The ZQ110 is chosen when your cavity count requirement exceeds what the ZQ80’s 800×400 mm platen can accommodate, or when total per-cycle shot weight across all cavities approaches or exceeds 466 g. Provide your bottle dimensions and target annual volume — our team delivers a complete cavity layout drawing showing the optimum configuration within the 1,100×460 mm platen.
2. Container Specifications
Confirm bottle volume (up to 2,000 ml), body diameter (max 120 mm), height (max 220 mm), neck finish, and wall thickness. For thick-wall or heavy-barrier containers where individual parison weight is high, confirm that per-cavity shot weight × cavity count falls within the ZQ110’s 540 g total envelope. Send us 3D files or drawings for a full engineering review.
3. Resin Type & Processing Requirements
Specify resin (PET, PP, HDPE, LDPE, PETG, PVC) and any specialty grades, additives, or regulatory requirements (FDA, EU 10/2011, REACH). The ZQ110’s 5+N zone barrel is particularly suited to pharmaceutical-grade PP, food-contact HDPE, high-IV PET, and resins with narrow melt-stability windows requiring the finest temperature control in the ZQ series.
4. Utility & Civil Engineering
Verify 3-phase supply for 80 KW total connected load; compressed air at 0.7–1.2 MPa / 0.7 M³/min; cooling water at 0.3–0.4 MPa / 4 M³/h via dedicated industrial chiller. A structural slab rated for the ZQ110’s 15 T point load is essential — minimum 350 mm reinforced concrete slab is recommended. Engage a structural engineer for floor specification before installation planning.
5. Automation Level & MES Integration
Confirm downstream integration requirements including conveyor interfaces, leak tester protocols, labelling machine triggers, filling line handshake signals, and MES/OEE data requirements. The ZQ110 PLC supports Modbus TCP and optional Ethernet/IP as standard. Provide your automation architecture documentation during the engineering consultation phase so our team can configure the correct I/O mapping.
6. Mould & Tooling Strategy
Advise on mould supply preference: new mould designed and manufactured by our team (recommended for maximum-cavity-count optimisation on the ZQ110 platen) or compatibility assessment of existing tooling. We provide free mould cavity layout, tooling cost estimate, mould flow analysis, and dimensional validation report with every project inquiry — no obligation required to proceed.
⚠️ Upgrading to ZQ110 from ZQ80 or a competitor machine? Our engineers assess your existing mould compatibility with the ZQ110’s 1,100×460 mm platen, evaluate cavity-count upgrade potential, and provide a full ROI analysis comparing new tooling investment against projected per-unit cost savings at target production volume. Contact us for a confidential upgrade assessment.
Frequently Asked Questions — ZQ110 Injection Blow Molding Machine
❓ Q1. What makes the ZQ110 different from the ZQ80 if both handle 2,000 ml containers?
The ZQ110’s defining advantage is maximum-cavity-count capability and shot capacity. Its 1,100×460 mm platen (vs. 800×400 mm) and 540 g shot weight (vs. 466 g) support significantly more cavities per shot — which multiplies output per cycle and reduces cost-per-bottle. The step-up to 1,100 KN clamping (vs. 800 KN), 5+N barrel zones (vs. 4+N), dual 22+22 KW motors (vs. 18.5+18.5 KW), and 260 mm stripping stroke (vs. 230 mm) collectively deliver the highest-throughput IBM capability in the ZQ series for producers operating at the largest production scale.
❓ Q2. What is the maximum number of cavities the ZQ110 can run?
Cavity count on the ZQ110 depends on container dimensions and mould layout. For 30 ml pharmaceutical vials, configurations of 12–16 cavities are achievable within the 1,100×460 mm platen. For 250 ml bottles, 8–10 cavities are typical. For 1,000 ml containers, 4–6 cavities per shot. For 2,000 ml, 2–4 cavities. Total per-cycle shot weight across all cavities must not exceed 540 g. Our mould design team provides a full cavity layout drawing and shot-weight calculation for your specific bottle dimensions at no charge.
❓ Q3. Why does the ZQ110 use dual 22+22 KW motors instead of a single larger motor?
Independent dual-motor architecture prevents hydraulic pressure competition between the injection/plasticising circuit and the clamping/table circuit. On a single-motor system, concurrent demand from both circuits causes pressure drops that reduce response accuracy and lengthen cycle time. Dual 22 KW motors operating on independent circuits provide simultaneous full-rated-power delivery to both hydraulic systems throughout every 4-second cycle, delivering more consistent clamping force, faster plasticising recovery, and lower peak electrical demand compared to a single 44+ KW motor alternative.
❓ Q4. What is the advantage of the 5+N zone barrel over 4+N on the ZQ80?
The additional barrel zone extends precise temperature management closer to the nozzle tip. Benefits include: finer melt temperature profiling for specialty resins with narrow processing windows; reduced gate vestige variation at the injection point (important for high-cavity pharmaceutical containers); improved colour change efficiency by enabling a specific purge-temperature zone; and better support for high-IV PET processing where temperature gradient control directly affects IV retention and final bottle clarity and strength.
❓ Q5. What output rate can I expect on a 10-cavity agrochemical bottle mould on the ZQ110?
For a 10-cavity mould producing 250 ml HDPE agrochemical bottles with a total cycle time of approximately 8–12 seconds (accounting for wall thickness cooling at this container size), expected output is approximately 3,000–4,500 bottles/hour. For a 6-cavity mould at 500 ml with a 10–14 second cycle, output is approximately 1,540–2,160 bottles/hour. Our applications engineering team calculates precise output projections and cost-per-bottle estimates for your specific product and mould configuration, free of charge, before any purchase commitment.
❓ Q6. What floor specification is needed to install the ZQ110?
The ZQ110 has a net weight of 15 T distributed across a 5 × 1.8 m base footprint. We recommend a reinforced concrete slab of minimum 350 mm thickness rated for at least 8 T/m² beneath the machine base. Installation on upper floors or mezzanines requires a qualified structural engineer assessment before machine delivery. Industrial levelling pads and anti-vibration mounts are included with the machine. Overhead crane or forklift access rated for minimum 18 T (to include packaging and crating weight) is required for unloading and positioning.
❓ Q7. Does the ZQ110 support remote diagnostics?
Yes — Modbus TCP and optional Ethernet/IP connectivity are standard on the ZQ110 PLC. Our technical support team can connect via secure VPN to monitor machine parameters, review fault logs, and provide real-time adjustment guidance without requiring on-site visits. For customers in export markets where our engineers cannot respond within 24 hours, remote diagnostics capability significantly reduces unplanned downtime and support response time. All remote access sessions are logged and secured with customer-controlled access credentials.
❓ Q8. What certifications does the ZQ110 carry?
The ZQ110 is manufactured at an ISO 9001:2015, ISO 14001, and ISO 45001 certified facility. CE marking is available for European market compliance, with machine design meeting Machinery Directive 2006/42/EC, Low Voltage Directive 2014/35/EU, and EMC Directive 2014/30/EU. Safety architecture is designed to IEC 60204-1 Category 3 control reliability standards. All machines complete a full Factory Acceptance Test (FAT) with production trial runs, safety interlock verification, hydraulic circuit pressure testing, and calibrated parameter documentation before shipment.
❓ Q9. Can the ZQ110 produce containers suitable for UN-certified dangerous goods packaging?
The ZQ110 IBM process can produce HDPE containers that meet the physical requirements for UN-certified dangerous goods packaging (e.g., UN 3H1 or 3H2 HDPE bottles for agrochemical or chemical packaging), including precise neck finish for tamper-evident closures, zero bottom weld (superior base strength vs. EBM), and consistent wall thickness. However, UN certification of the final container is obtained through the container’s own drop, stacking, and compatibility testing with approved test laboratories — it is a product certification, not a machine certification. Our engineering team can advise on recommended wall-thickness parameters and resin selection to support your UN certification programme.
❓ Q10. What is the lead time and shipping arrangement for the ZQ110?
Standard ZQ110 machine lead time (without mould) is approximately 45–60 working days from confirmed deposit and approved technical specification sign-off. With matched mould tooling, allow 80–100 working days. At 15 T and 5×1.8×2.2 m, the ZQ110 is shipped by flat-rack or open-top container, or in a 40 ft high-cube with heavy-crating, to most global ports. Port handling, inland delivery logistics, and export documentation assistance are available from our export team. For a destination-specific freight quotation and lead-time confirmation, please contact our export team directly. If your timeline is critical, discuss priority production scheduling at the time of order inquiry. For buyers interested in our full IBM machine range, please visit our injection blow molding machine product centre.
Scale to Maximum Capacity — Partner With Us on the ZQ110 Today
The ZQ110 is chosen by the world’s highest-volume agrochemical packagers, pharmaceutical container manufacturers, and food & beverage producers who need the absolute maximum output per shift from a single IBM machine installation. As a factory-direct manufacturer with 3,000+ IBM machine installations worldwide, we deliver the ZQ110 with complete engineering support — from cavity layout and mould design, through installation and commissioning, to long-term spare parts and remote diagnostics — at a capital cost that no comparable imported platform can match.





























Đánh giá
Chưa có đánh giá nào.